-
硬核守護!iok 儲能電池箱體:解鎖安全與高效的雙重密碼
-
設(shè)計,生產(chǎn),采購,銷售人員都應了解的常識
-
iok壁掛式儲能機箱:指引家庭儲能新時代,打開綠色生活新篇章
-
iok刀片式服務(wù)器機箱:精密架構(gòu)賦能未來計算
-
iok品牌機架式服務(wù)器機箱:現(xiàn)代化數(shù)據(jù)中心新潮流
-
定制工控機箱需要關(guān)注的設(shè)計細節(jié)
-
iok 服務(wù)器機箱:企業(yè)數(shù)據(jù)存儲的堅實后盾
-
ioK工控機箱:穩(wěn)固支撐,驅(qū)動工業(yè)創(chuàng)新的智慧引擎
-
革新設(shè)計,東莞 iok 推出全新新能源逆變器機箱
陶瓷元器件鍍金電鍍設(shè)備
如何選擇適合的電鍍周邊設(shè)備?
需結(jié)合工藝需求、生產(chǎn)規(guī)模、預算及環(huán)保要求,以下建議:
一、明確需求
1.工藝類型根據(jù)鍍層種類選擇設(shè)備,例如鍍鉻需耐高溫鍍槽,鍍金需高精度整流器。前處理/后處理流程決定是否需要超聲波清洗機、甩干機等配。
2.生產(chǎn)規(guī)模中小批量:優(yōu)先選擇模塊化設(shè)備(如可擴展的鍍槽、單機過濾機),降低初期投入。大規(guī)模量產(chǎn):考慮自動化生產(chǎn)線(如機器人上下料、PLC集中控制系統(tǒng)),提升效率。
3.鍍層質(zhì)量要求高精度產(chǎn)品(如電子元件):需配備在線檢測設(shè)備(如X射線測厚儀)、恒溫恒濕控制系統(tǒng)。普通五金件:可選基礎(chǔ)檢測設(shè)備(如磁性測厚儀)。
二、關(guān)鍵設(shè)備選型要點
1.鍍槽材質(zhì):酸性選聚丙烯(PP),高溫強堿選聚四氟乙烯(PTFE)。尺寸:根據(jù)工件大小和產(chǎn)能計算槽體容積,預留10%-20%余量避免溢出。
2.整流器優(yōu)先選擇高頻開關(guān)電源(節(jié)能30%以上),輸出電流需覆蓋最大負載的120%。復雜工藝(如脈沖電鍍)需配置可編程整流器。
3.過濾系統(tǒng)精密電鍍(如PCB):采用多級過濾(濾芯+超濾膜),精度≤1μm。常規(guī)電鍍:選用袋式過濾機,精度5-25μm即可。
4.環(huán)保設(shè)備廢氣處理:酸霧量大時選噴淋塔+活性炭吸附廢水處理:重金屬廢水需配備離子交換或反滲透(RO)系統(tǒng) 鍍銅設(shè)備的陽極磷銅板定期活化處理,維持表面活性,穩(wěn)定銅離子濃度,保障鍍層沉積速率。陶瓷元器件鍍金電鍍設(shè)備

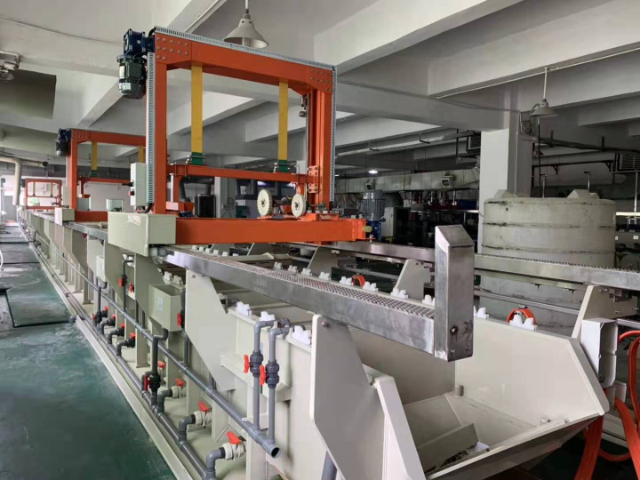
龍門式自動線通過龍門機械手(橫跨電鍍槽上方的移動框架)和懸掛系統(tǒng),將工件按預設(shè)程序在不同工藝槽(如除油、電鍍、水洗等)間自動轉(zhuǎn)移,全程由PLC(可編程邏輯控制器)控制,實現(xiàn)無人化連續(xù)生產(chǎn)。
組成
1.龍門機械
手采用伺服電機驅(qū)動,雙立柱+橫梁結(jié)構(gòu),負載能力可達200-1000kg行程精度:±0.1mm(機型可達±0.05mm)移動速度:水平0.5-2m/s,升降0.2-0.5m/s
2.軌道系統(tǒng)
精密導軌+齒輪齒條傳動,支持多工位并行作業(yè)防腐蝕設(shè)計(不銹鋼或鍍層保護),適應酸堿環(huán)境
3.掛具系統(tǒng)
定制化夾具,適配不同工件形狀(如支架、吊籃)導電觸點采用銀/銅復合材料,接觸電阻<0.05Ω
4.控制系統(tǒng)
PLC+觸摸屏(HMI),預設(shè)上百種工藝配方實時監(jiān)控電流、溫度、pH值,數(shù)據(jù)存儲追溯
微弧氧化電鍍設(shè)備周邊產(chǎn)業(yè)前處理的超聲波除油設(shè)備結(jié)合堿性洗液,高頻振動剝離頑固油污,提升復雜結(jié)構(gòu)工件清潔效果。
電泳生產(chǎn)線的主要組成部分:
1.前處理系統(tǒng)
對工件表面進行清洗、除油、除銹、磷化(或鈍化)等處理,確保表面潔凈并增強涂層附著力。
設(shè)備包括:預清洗槽、脫脂槽、酸洗槽、磷化槽、水洗槽、烘干爐等。
2.電泳槽系統(tǒng)
電泳主槽:容納電泳液,工件在此進行涂裝,槽體需恒溫控制(通常 20~30℃)。
循環(huán)過濾系統(tǒng):保持電泳液均勻,過濾雜質(zhì),防止顆粒污染涂層。
電源系統(tǒng):提供直流電源,控制電壓、電流參數(shù),調(diào)節(jié)涂層厚度和質(zhì)量。
超濾(UF)系統(tǒng):分離電泳液中的水分和雜質(zhì),回收涂料并凈化廢水。
3.后處理系統(tǒng)
清洗工序:電泳后水洗(超濾水洗、純水洗)去除工件表面殘留的電泳液,避免雜質(zhì)影響涂層質(zhì)量。
烘干固化線:通過烘箱或隧道爐對濕膜進行高溫固化(通常 160~200℃),形成堅硬的漆膜。
4.自動化控制系統(tǒng)
集成 PLC 或工業(yè)計算機,控制各工序的時間、溫度、電壓、液位等參數(shù),實現(xiàn)全流程自動化。
配備輸送系統(tǒng)(如懸掛鏈、滾床、機械手),實現(xiàn)工件的連續(xù)傳輸。
電鍍生產(chǎn)線其組成部分圍繞 “前處理→電鍍處理→后處理→輔助控制” 具體如下:
一、工藝處理系統(tǒng)
1. 前處理設(shè)備
除油裝置:
化學除油槽:使用堿性溶液或表面活性劑,去除工件表面油污。
電解除油槽:通過電化學作用強化除油效果,分陽極除油(適用于鋼鐵件)和陰極除油(適用于鋁、銅等易腐蝕金屬)。
酸洗 / 活化設(shè)備:
酸洗槽-活化槽-水洗槽
2.電鍍處理設(shè)備
鍍槽主體:
按電鍍方式分類:
掛鍍槽:用于中大件或精密件
滾鍍機:用于小尺寸、大批量工件(如螺絲、電子元件)
連續(xù)鍍設(shè)備:針對帶狀 / 線狀工件(如鋼帶、銅線)
槽體材料:根據(jù)電解液性質(zhì)選擇
3. 后處理設(shè)備
清洗系統(tǒng):多級水洗(冷水洗、熱水洗),去除鍍層表面殘留電解液,防止腐蝕。
鈍化 / 封閉裝置:
鈍化槽:通過鉻酸鹽、無鉻鈍化劑等形成保護膜(如鍍鋅后的藍白鈍化、五彩鈍化),提高耐腐蝕性。
封閉槽:用于多孔鍍層(如陽極氧化膜),通過熱水封閉或有機涂層封閉,增強膜層致密性。
干燥設(shè)備:
熱風干燥箱:適用于小件批量干燥,溫度可控(50~150℃)。
離心干燥機:滾鍍后工件甩干(滾筒直接接入,快速去除表面水分)。
特殊處理:如鍍后拋光(機械或電解拋光)、涂油(防銹)等。 連續(xù)鍍設(shè)備針對鋼帶、銅線等帶狀材料,通過自動化傳輸實現(xiàn)高速電鍍,常見于電子線路板鍍錫。

電泳生產(chǎn)線是一種基于電泳涂裝技術(shù)(Electrophoretic Deposition, EPD)的自動化生產(chǎn)線,主要用于在工件表面均勻涂覆一層涂料(通常為水性漆),形成具有防腐、裝飾或功能性的涂層。
其原理:
利用電場作用,使帶電的涂料粒子定向遷移并沉積在工件表面,是現(xiàn)代工業(yè)中常用的高效涂裝工藝之一。
電泳生產(chǎn)線的主要應用領(lǐng)域
1.汽車工業(yè)
汽車車身、底盤部件、發(fā)動機零件、車輪等的底漆涂裝,是汽車防腐的關(guān)鍵工藝(如整車電泳涂裝線)。
2.家電與電子
冰箱、洗衣機、空調(diào)等金屬外殼,以及電子元件、電機部件的防腐涂裝。
3.五金與建材
門窗型材(鋁合金電泳)、衛(wèi)浴五金、工具、醫(yī)療器械等的表面處理。
4.航空航天與船舶鋁合金部件的防腐涂裝,海洋設(shè)備的耐鹽霧涂層。 貴金屬電鍍設(shè)備配備凈化循環(huán)系統(tǒng),嚴格把控鍍金液雜質(zhì)含量,滿足芯片鍵合線的超高純度要求。經(jīng)濟型電鍍設(shè)備定做價格
陽極裝置分可溶性(如鋅板、銅板)與不溶性(如鉛板),維持電解液金屬離子濃度,保障電鍍反應持續(xù)穩(wěn)定。陶瓷元器件鍍金電鍍設(shè)備
廢氣處理設(shè)備和電鍍設(shè)備的關(guān)系
廢氣處理設(shè)備是電鍍設(shè)備不可或缺的配套設(shè)施,在電鍍生產(chǎn)過程中發(fā)揮著重要作用,具體關(guān)系如下:
保障環(huán)境與人員安全:
電鍍過程中會產(chǎn)生如酸霧、堿霧、物氣體等有害廢氣。若不進行處理,這些廢氣會彌漫在車間內(nèi),不僅會對操作人員的身體健康造成嚴重危害。廢氣處理設(shè)備通過收集和凈化這些有害廢氣,能將車間內(nèi)的空氣質(zhì)量維持在安全標準范圍內(nèi),同時確保排放到大氣中的廢氣符合環(huán)保要求,從而保護環(huán)境和人員健康。
保護電鍍設(shè)備:
電鍍車間內(nèi)的酸性或堿性廢氣具有腐蝕性,長期暴露在這些廢氣中,電鍍設(shè)備如鍍槽、整流器、加熱裝置等的金屬部件會被腐蝕,導致設(shè)備的使用壽命縮短,維修成本增加。
廢氣處理設(shè)備有效去除有害廢氣,減少對電鍍設(shè)備的腐蝕,保障電鍍生產(chǎn)的穩(wěn)定進行。
提升電鍍產(chǎn)品質(zhì)量:
如果車間內(nèi)廢氣彌漫,空氣中的灰塵、雜質(zhì)等容易吸附在待鍍工件表面,影響鍍層與工件的結(jié)合力,導致鍍層出現(xiàn)麻點、、起皮等缺陷,降低電鍍產(chǎn)品的質(zhì)量和良品率。廢氣處理設(shè)備有助于保持車間內(nèi)空氣的清潔,減少空氣中雜質(zhì)對鍍件的污染
滿足環(huán)保合規(guī)要求:
隨著環(huán)保法規(guī)的日益嚴格,電鍍企業(yè)必須確保其生產(chǎn)過程中的廢氣排放達到國家和地方的環(huán)保標準。
陶瓷元器件鍍金電鍍設(shè)備
- 山東單孔位盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 北京微米級盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 廣東深圳高壓脈沖盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 上海MEMS器件盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 陜西高壓脈沖盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 廣東手機主板盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 湖北盲孔產(chǎn)品電鍍設(shè)備盲孔產(chǎn)品應用 2025-11-20
- 天津低電壓盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 江蘇環(huán)保型盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 天津零缺陷盲孔產(chǎn)品電鍍設(shè)備 2025-11-20
- 管道磁力泵服務(wù)熱線 2025-12-06
- 南陽高能效電機定制 2025-12-06
- 杭州全自動UV加速老化試驗系統(tǒng)供應商 2025-12-06
- 重慶本地熒光溶解氧監(jiān)測儀 2025-12-06
- 河北螺絲玻璃轉(zhuǎn)盤視覺篩選機生產(chǎn)企業(yè) 2025-12-06
- 西安研磨機定制 2025-12-06
- 江蘇通用變風量閥有幾種 2025-12-06
- 重慶硬脆材料激光旋切 2025-12-06
- 山西柴油機水泵移動泵 2025-12-06
- 無錫一次性注射器6%圓錐接頭性能綜合測試儀 2025-12-06