遼寧工業雙立柱/三立柱機臺耗材
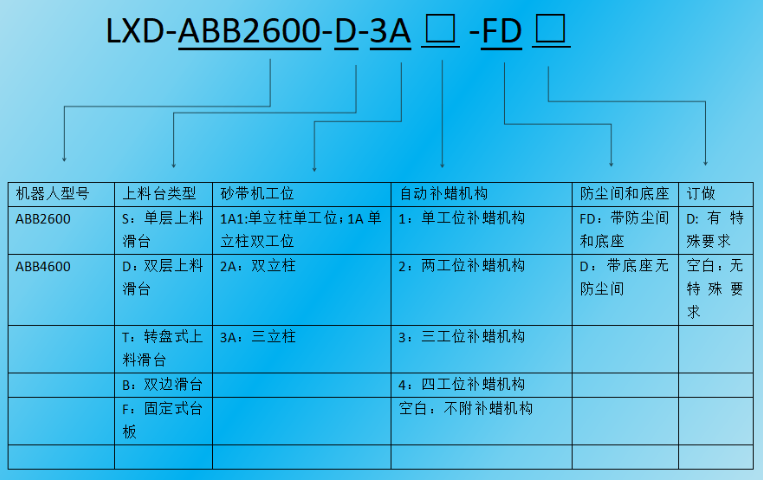
在利迅達機臺的選型過程中,選擇合適的機器人型號是至關重要的決策,它直接關系到設備的加工能力、工作范圍和投資成本。提供的選項主要是ABB2600和ABB4600。IRB2600機器人是一款中等負載、長臂展的機器人,以其***的動態性能和軌跡精度而聞名。它的工作范圍較大,能夠覆蓋一個較為廣闊的空間,這對于需要處理較大工件或在一個工作單元內需要到達多個遠距離工位的應用非常有利。其負載能力通常足以應對大多數五金、衛浴類工件的重量以及夾具的重量。由于其結構相對緊湊且速度較快,它能實現較高的生產節拍,非常適合追求高效率的場合。而IRB4600機器人則是一款側重于高負載和剛性的機型。它的主要優勢在于其出色的重復定位精度和強大的腕部負載能力。如果用戶所需要處理的工件非常重,或者夾具設計復雜、自重較大,或者加工過程中需要承受較大的反作用力(如重負荷磨削),那么ABB4600將是更穩健的選擇。它的剛性結構確保了在受力情況下仍然能保持極高的軌跡精度,避免振動,從而保證加工質量。簡而言之,選擇ABB2600更像是選擇了一輛“高性能跑車”,注重速度和靈活性;而選擇ABB4600則像是選擇了一輛“堅固的越野車”,注重力量和穩定性。 設備特別適合衛浴五金行業應用。遼寧工業雙立柱/三立柱機臺耗材

選型過程中如何平衡標準配置與定制化需求在利迅達機臺的選型過程中,如何在經濟高效的標準配置與完美契合自身需求的定制化(“D”選項)之間找到平衡點,是每個用戶需要面對的**決策。標準配置是利迅達基于大量行業應用經驗總結出的比較好性價比方案,其優勢在于技術成熟、交付周期短、價格相對穩定、且備件充足。用戶應首先評估標準配置是否能夠滿足其**生產需求。例如,如果ABB2600機器人的負載和范圍足夠,雙層上料滑臺(D)和雙立柱(2A)的工位能滿足工藝節拍,且不帶補蠟機構和防塵間(或選FD)也能接受,那么標準型無疑是比較好選擇。然而,當出現以下情況時,就需要認真考慮定制化:工件的形狀或尺寸非常特殊,標準夾具無法穩定裝夾;工藝要求集成標準清單之外的特殊工具(如盤式拋光輪、數控銑頭等);生產環境有特殊要求,如防爆、超高潔凈度等;需要與現有生產線進行深度自動化集成,涉及復雜的通信協議和機械接口。選擇定制化意味著需要投入更多的溝通時間、可能更高的費用和更長的交付周期。因此,決策流程應該是:明確**需求與“錦上添花”的需求->評估標準配置與需求的匹配度->對于不匹配項,評估其業務影響和投資回報->。 遼寧工業雙立柱/三立柱機臺耗材堅固底座確保設備長期運行穩定。
培訓體系構建:確保自動化知識在企業內部傳承為了確保利迅達自動化機臺能夠被有效使用和維護,在企業內部構建一個可持續的培訓體系至關重要,這關乎自動化知識的傳承和設備的長期效能。這個體系應該是分層級、覆蓋全員、且持續進行的。***層級是面向管理層和項目決策者的“戰略層”培訓,內容側重于自動化投資回報分析、項目管理和預期效益評估,旨在統一思想,獲得支持。第二層級是**,面向設備的直接使用者,包括“操作員”和“維護工程師”。操作員培訓重點是安全規程、日常操作、常規保養和簡單故障報警處理。維護工程師培訓則深入得多,包括機器人及**設備的機械原理、電氣原理圖閱讀、PLC基本邏輯、高級故障診斷、備件更換以及預防性維護計劃的執行。第三層級是面向工藝工程師的“應用層”培訓,內容涵蓋機器人離線編程、打磨工藝參數優化、新產品的調試方法等。培訓形式應多樣化:初期由利迅達供應商提供集中的現場培訓;隨后企業應建立內部培訓師制度,由受訓的**員工作為知識傳播的節點;編制詳盡的、圖文并茂的標準化作業指導書(SOP)和故障處理指南;定期組織經驗分享會。一個健全的培訓體系,能有效降低對少數“**”的依賴。
案例分析:某衛浴企業引入利迅達機臺的投資回報(本段為模擬案例)某中型衛浴企業A公司,主要生產**銅質水龍頭,過去依賴20名熟練拋光工進行表面處理。面臨招工難、人力成本高、質量波動大、交貨延遲頻發等問題。后引入一臺利迅達三立柱機臺(LXD-ABB2600-D-3A3-FD)。設備投入總計約人民幣XXX萬元。引入后,效果立竿見影:直接替代了8名拋光工,年節約人工成本及附加約XX萬元。產品合格率從85%提升至98%,年減少廢品與返工損失約XX萬元。生產效率提升50%,同等時間內產出更多,有效緩解了交貨壓力,增加了銷售收入。雖然增加了設備折舊、電耗和維護成本,但經財務部門精確核算,該項目的投資回收期(PaybackPeriod)*為22個月。此外,還帶來了難以量化的隱性收益:產品質量穩定性提升,獲得了多個國際**客戶的認可,品牌形象提升;工作環境改善,員工流失率降低;為后續***智能化改造積累了經驗。這個案例清晰地展示了利迅達機臺如何通過提升效率、質量和節約成本,在較短時間內為用戶創造巨大的經濟價值,并帶來戰略性的競爭優勢。 單立柱雙工位提供基礎的多工序能力。
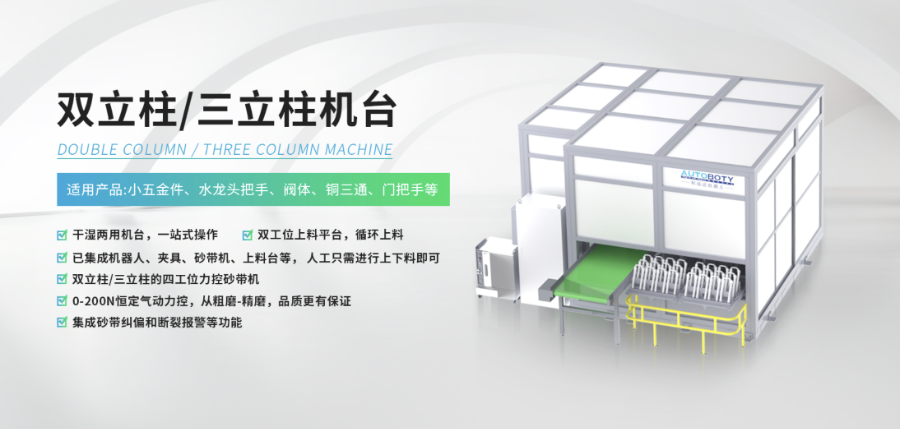
“0-200N恒定氣動力控”是確保利迅達機臺加工品質穩定性的**技術之一。在傳統的手工打磨或一些簡單的機械打磨中,工具與工件之間的接觸壓力往往是不穩定的,依賴于工人的手感或彈簧的被動補償,這直接導致磨削量不均勻,表面質量波動大。利迅達采用的力控系統,通常由氣缸、精密調壓閥、傳感器及控制系統組成。它能夠主動地、實時地將砂帶與工件之間的接觸壓力維持在一個用戶預設的恒定值上,這個值可以在0到200牛頓(N)的范圍內無級調節。其工作原理是:系統通過氣壓驅動一個執行機構,使砂帶機頭具備一個向工件方向靠近的趨勢,同時通過力傳感器或壓力反饋機制,實時監測實際的壓力值。當壓力偏離設定值時,控制系統會立即調整氣缸的壓力或位置,進行補償,從而將壓力穩定在目標值。例如,在進行粗磨時,可以設置較高的壓力(如150N),以實現高效的材料去除;而在進行精磨或拋光時,則設置較低的壓力(如50N),以獲得光滑的表面并避免過切。這種恒力控制的好處是顯而易見的:它確保了同一批工件中的每一個,以及同一個工件的每一個部位,所接受的磨削條件是完全一致的。這從根本上消除了因壓力波動導致的質量差異,極大地提高了產品的一致性和合格率。 防護配置依據車間環境條件選擇。佛山工業雙立柱/三立柱機臺檢修
設備支持多種砂帶機工位配置選擇。遼寧工業雙立柱/三立柱機臺耗材
“雙立柱/三立柱的四工位力控砂帶機”是利迅達機臺技術架構中的**加工模塊。這里的“四工位”是一個關鍵概念,它并不意味著整個系統只有四個加工位置,而是指在雙立柱或三立柱的結構上,可以配置**多四個**的、具備力控功能的砂帶機加工單元。這些工位可以根據工藝要求進行靈活配置。例如,在一個典型的四工位設置中,可以安排兩個工位使用粗粒度砂帶負責大余量的快速去除(粗磨),另外兩個工位使用細粒度砂帶負責獲得光滑表面(精磨或拋光)。機器人可以夾持著一個工件,按照預設的程序,依次經過這四個工位,完成從粗到精的全套處理流程。另一種應用模式是,針對一個結構復雜的工件,其不同部位可能需要不同角度或不同特性的打磨,這時四個工位的砂帶機可以布置成不同的空間姿態,或配備不同特性的砂帶,由機器人帶動工件依次接受處理,從而在一次裝夾中完成所有復雜表面的加工。這種多工位并行的設計,避免了在單一工位上頻繁更換砂帶所帶來的時間浪費和精度損失,極大地提高了加工的連貫性和效率。它特別適合于工序多、要求高的產品,如**水龍頭或精密閥體,能夠確保在**短的循環時間內,實現**完善的表面處理效果。 遼寧工業雙立柱/三立柱機臺耗材
廣東利迅達機器人系統股份有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在廣東省等地區的機械及行業設備中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同廣東利迅達機器人系統股份供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 茂名通用雙立柱/三立柱機臺廠家報價 2025-12-10
- 清遠自動化雙立柱/三立柱機臺系列 2025-12-10
- 江門直銷小型打磨去毛刺設備降價 2025-12-09
- 北海自動化雙立柱/三立柱機臺方案 2025-12-09
- 山東直銷雙立柱/三立柱機臺檢查 2025-12-09
- 山東直銷雙立柱/三立柱機臺維修 2025-12-09
- 深圳自動化雙立柱/三立柱機臺服務熱線 2025-12-09
- 廣州小型打磨去毛刺設備 2025-12-09
- 山東自動化小型打磨去毛刺設備方案 2025-12-09
- 廣東通用小型打磨去毛刺設備設備價錢 2025-12-09
- 安順防爆單軌吊視頻 2025-12-10
- 上海工業阻火器安裝 2025-12-10
- 江西機械等離子去膠機保養 2025-12-10
- 江陰比較好的機械配件模鍛件現貨 2025-12-10
- 江北區直銷磁混凝量大從優 2025-12-10
- 江蘇28口瓶蓋模具批發廠家 2025-12-10
- 南岸區購買磁混凝銷售公司 2025-12-10
- 大規模隨動托料架市場價 2025-12-10
- 天津熱壓機產業 2025-12-10
- 福建光學方法新能源汽車外漆檢測設備供應商家 2025-12-10