北京低溫設備盤管采購
自動化加工設備在凍干箱體生產中有哪些應用?自動化設備提升效率與精度:①激光切割機(精度±0.1mm)下料,配合機器人上下料,節省30%工時;②數控折彎機(配備伺服電機)自動補償回彈,角度公差±0.5°;③焊接機器人(帶視覺追蹤)實現全位置焊,焊縫一致性提升50%;④三坐標測量機自動掃描檢測,數據實時上傳MES系統。**產線已實現從下料到檢測的全流程自動化,人均產能提升2倍以上。②螺栓孔用坐標鏜床加工,孔距公差±0.05mm,防止螺栓受力不均導致密封失效;③法蘭與筒體焊接時使用定心工裝,焊后檢測法蘭面垂直度(≤0.2mm/m)。重要場合需配金屬纏繞墊,加工時法蘭密封面粗糙度Ra≤1.6μm。盤管的標準有哪些要求?北京低溫設備盤管采購

盤管在凍干過程中的能量消耗也是一個重要考量因素。節能型盤管設計可以有效降低能耗,比如采用高效的隔熱材料,減少熱量散失;優化盤管的結構,提高換熱效率,減少制冷和加熱所需的能量。同時,合理控制盤管的運行參數,如冷媒流量、溫度等,避免不必要的能量浪費。通過這些節能措施,不僅能降低生產成本,還有助于實現綠色生產,符合可持續發展的理念。還要考慮設備的運行成本和維護難度,選擇性價比高、易于維護的盤管型號,以滿足生產需求。湖南冷凍設備盤管盤管是否經過特殊處理?

凍干箱體的夾套加工有哪些難點?夾套(用于加熱/冷卻)加工難點:①雙層結構焊接時內外壁間距均勻性(±1mm),需定位銷精細固定;②夾套流道焊接(如隔板式)需保證無焊瘤堵塞,采用小電流分段焊;③壓力測試時夾套與內膽的隔離,避免相互泄漏,需雙密封圈設計;④薄壁夾套(厚度3-5mm)成型時易起皺,需液壓脹形工藝(壓力5-10MPa),配合數控模具。夾套泄漏率需控制在≤1×10??m3/s。焊接飛濺物需徹底***(機械打磨+酸洗),內壁無銳角(R角≥3mm);④成品需通過棉簽擦拭檢測(TOC≤500μg),表面粒子計數(≥5μm顆粒≤20個/㎡)。關鍵工序(如拋光)需在潔凈間內完成,避免二次污染。
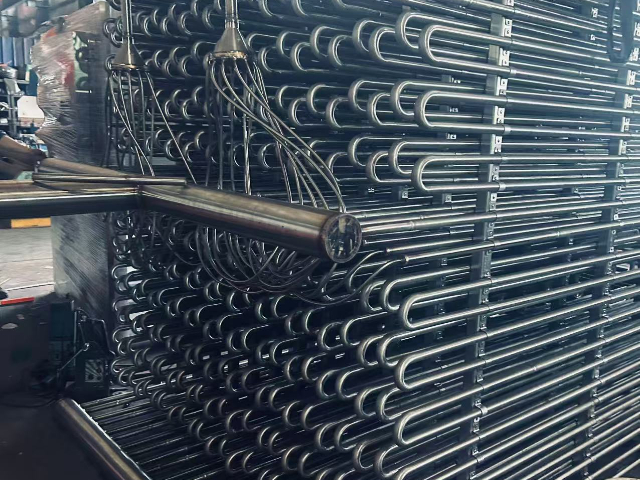
凍干機盤管是凍干機熱交換的關鍵部件。其材質多選用耐腐蝕、導熱性好的不銹鋼或銅管,確保在低溫、真空等復雜環境下穩定工作。在凍干過程中,盤管發揮著重要作用。制冷盤管通過內部制冷劑循環,吸收凍干箱內熱量,使物料快速降溫凍結;加熱盤管則在升華干燥階段,為物料提供均勻穩定的熱量,促使冰直接升華為氣態,實現物料的凍干處理盤管的設計和制造工藝精細,管徑、管間距等參數經過優化,以提高熱交換效率。同時,其表面光滑,便于清潔和維護,防止物料殘留和微生物滋生,保障凍干產品的質量和安全性。盤管的質量和焊接要求。
盤管性能直接關乎凍干箱的運行成效。其導熱性能是關鍵,質量的導熱材質能快速傳遞熱量,像銅管就有良好的導熱性,讓熱量均勻分布,有效縮短凍干時間。其次是耐壓性能,穩定的耐壓能力可確保在不同壓力環境下正常工作,避免因壓力變化導致泄露,影響凍干進程。耐腐蝕性能也不容忽視,特別是處理一些化學制品或含腐蝕性物質的物料時,具備良好的耐腐蝕性能能延長盤管使用壽命,降低維護成本,保證設備長期穩定運行和使用的效果的準確性。盤管對管材的要求有哪些?北京低溫設備盤管采購
管內通低溫載冷劑,快速降低冷阱腔體溫至-40℃以下。北京低溫設備盤管采購
凍干箱板層主焊縫是連接板層各部件的關鍵部分,對凍干箱的性能和可靠性起著重要作用。以下是關于它的詳細說明:板層通常由上下兩塊板加上中間的隔條或筋條組成,主焊縫用于連接這些部件,形成一個密封的整體。焊縫位置一般在板層的邊緣以及隔條、筋條與上下板的連接處。常見的焊接方法有等離子弧焊、氬弧焊等。等離子弧焊不需要開坡口,單面焊接無須打底,能降低材料用量,提高勞動效率。氬弧焊焊接精度高,能保證焊縫質量,適用于薄板和精密焊件。一些先進的凍干機生產還可能采用激光焊接技術,其能量密度高、焊接速度快、熱影響區小,可實現更精密的焊接,減少焊接變形。北京低溫設備盤管采購
- 云南冷凍設備盤管采購 2025-12-06
- 河南盤管使用 2025-12-06
- 安徽低溫設備盤管機器 2025-12-05
- 天津食品設備盤管廠家 2025-12-05
- 上海冷凍設備盤管加工 2025-12-05
- 上海環保設備盤管使用 2025-12-05
- 河北真空設備盤管機器 2025-12-05
- 云南化妝品設備盤管生產 2025-12-05
- 北京低溫設備盤管采購 2025-12-05
- 江西冷凍設備盤管設備 2025-12-05
- 國內全程氮氣回流焊售后服務 2025-12-06
- 新疆包裝用打膠機定制 2025-12-06
- 昆山特種空心樓蓋內置芯模私人定做 2025-12-06
- 云南領鎖智能平臺 2025-12-06
- 重慶無紡布A4切紙機哪種好 2025-12-06
- 定制車輛內部裝飾用戶體驗 2025-12-06
- 梁溪區購買刮壁式濃縮器單價 2025-12-06
- 普陀區購買智能倉儲設備多少錢 2025-12-06
- 帶鍵槽單雙膜片聯軸器廠家直銷 2025-12-06
- 閻良區運動粘度測定儀招商 2025-12-06