吳江區直銷自動化組裝設備規格尺寸
4、采用PLC(可編程邏輯控制器)控制整個自動生產過程,觸摸屏作為人機操作界面,氣缸和電機配合執行自動動作。攻牙鉆孔自動化設備介紹現***產和生活中的機件殼體、設備端面、螺母、法蘭盤、家具零件等各種具有不同規格五金制品經常需要加工通孔或盲孔的零件的孔的內側面加工出內螺紋、螺絲或牙扣的工序。此工序簡單而且繁瑣,如果是大批量的工件需要加工的話企業的運作難度更加明顯,仕速自動化機械就是為企業解決這些問題而來的。這幾種基礎的問題,通常是普遍的問題。吳江區直銷自動化組裝設備規格尺寸

自動化技術在倉儲領域(包括主體倉庫)中的發展可分為五個階段:人工倉儲階段、機械化倉儲階段、自動化倉儲階段、集成化倉儲階段和智能自動化倉儲階段。在90年代后期及 21世紀的若干年內,智能自動化倉儲將是自動化技術的主要發展方向。自動化倉儲系統第一階段物資的輸送、存儲、管理和控制主要靠人工實現,其實時性和直觀性是明顯的優點。人工倉儲技術在初期設備投資的經濟指標也具有優越性。第二階段物料可以通過各種各樣的傳帶,工業輸送車、機械手、吊車、堆垛機和升降機來移動和搬運,用貨架托盤和可移動貨架存儲物料,通過人工操作機械存取設備,用限位開關,螺旋機械制動和機械監視器等控制設備的運行。機械化滿足了人們速度、精度、高度、重量、重復存取和搬運等要求。姑蘇區一體化自動化組裝設備銷售價格壓力監測模塊:在電極組件入殼過程中實時檢測壓力值,預設范圍外壓力觸發裝配偏差報警。
焊接自動化設備介紹焊接自動化設備隨著產品種類的增多及對產品質量要求的不斷提高,對焊接工藝要求起來越高,所以許多原來有人工焊接的產品對焊接自動化設備的需求及要求也越來越多。自動化設備工程應用特點:1、工件在工位上的定位:根據需方產品的實際情況,軸向及圓周方向均以某一管接的孔(或管接頭)作為基準。2、工件的上下料(上下線)采用人工模式,附件的上料為人工理料、自動上料。3、焊接為自動焊接,焊槍做多自由度運動,工件可作旋轉運動,以達到所需位置的焊縫。
裝配機器人(Assembly Robot)是指為完成裝配作業而設計的工業機器人。常用的裝配機器人主要有可編程通用裝配操作手(即PUMA機器人)和平面雙關節型機器人(即SCARA機器人)兩種類型。與一般工業機器人相比,裝配機器人具有精度高、柔性好、工作范圍小、能與其他系統配套使用等特點。 [3]隨著柔性制造技術、計算機集成制造技術和信息技術的發展,當今世界機械制造業即將進入***自動化的時代。然而,由于加工技術超前于裝配技術許多年,二者已經形成了明顯的反差,裝配工藝已成為現代化生產的薄弱環節。技術方案涵蓋壓合裁切、焊接監控、隔層紙回收等模塊,可適配耳機、電池單體等精密器件的組裝需求。

⑤控制單元。進行制定并調節作用單元的機構。自動化的研究內容主要有自動控制和信息處理兩個方面,包括理論、方法、硬件和軟件等,從應用觀點來看,研究內容有過程自動化、機械制造自動化、管理自動化、實驗室自動化和家庭自動化等。過程自動化石油煉制和化工等工業中流體或粉體的化學處理自動化。一般采用由檢測儀表、調節器和計算機等組成的過程控制系統,對加熱爐、精餾塔等設備或整個工廠進行比較好控制。采用的主要控制方式有反饋控制、前饋控制和比較好控制等。磁吸嘴組件:配置彈性緩沖件與多磁吸嘴結構,通過橫向/縱向雙驅動裝置達成0.1mm級定位精度。相城區通用自動化組裝設備銷售廠
氣源,包括氣動裝置所需的氣壓源。吳江區直銷自動化組裝設備規格尺寸
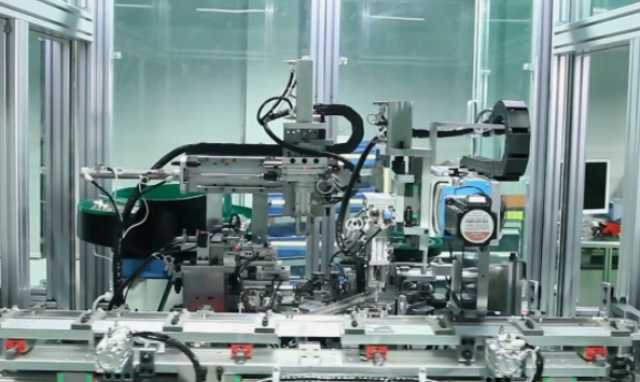
設備動作流程:滑動承耳經振動盤----出來經直振入到待加工工位----經氣缸推料到攻牙模具------攻牙機發出動作攻牙-----攻牙完成----滑動承耳經下一個攻牙產品推出攻牙模具----經過傳送帶進入到另一個振動盤(必要時可不多使用一個振動盤,攻牙完成經直振來到裝配準備區,前提是可用擠牙絲攻或使用滴油裝置而不用冷卻液)------振動盤出來到待裝配準備區----結合左側蓋一起到待準備區-----滑動承耳同左側蓋經氣缸完成組合----自動卸料----完成一個循環吳江區直銷自動化組裝設備規格尺寸
蘇州邁斯納科技有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在江蘇省等地區的機械及行業設備中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,邁斯納供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 虎丘區附近激光加工設備銷售價格 2025-12-07
- 虎丘區重型自動化組裝設備設備廠家 2025-12-07
- 虎丘區國內自動化缺陷檢測設備規格尺寸 2025-12-07
- 張家港安裝自動化組裝設備批量定制 2025-12-06
- 常熟國內自動化缺陷檢測設備銷售電話 2025-12-06
- 江蘇國內自動化缺陷檢測設備銷售電話 2025-12-06
- 工業園區本地自動化缺陷檢測設備維修電話 2025-12-06
- 姑蘇區購買自動化缺陷檢測設備按需定制 2025-12-06
- 吳中區通用自動化組裝設備規格尺寸 2025-12-06
- 蘇州銷售激光加工設備哪里買 2025-12-06
- 湖南合金戰車玩具uv打印機技術方案 2025-12-07
- 西藏導葉式混流泵生產廠家 2025-12-07
- 安徽無熱影響區激光旋切 2025-12-07
- 長寧區整套磁粉探傷AI視覺檢測裝置廠家直銷 2025-12-07
- 舟山螺桿真空泵品牌 2025-12-07
- 動力電池模組密封涂膠設備 2025-12-07
- 江蘇本地直線電機模組銷售廠家 2025-12-07
- 連云港定制干法造粒機24小時服務 2025-12-07
- 廊坊廠房車間崗位降溫冷氣機定制 2025-12-07
- 金山區臭氧概念 2025-12-07