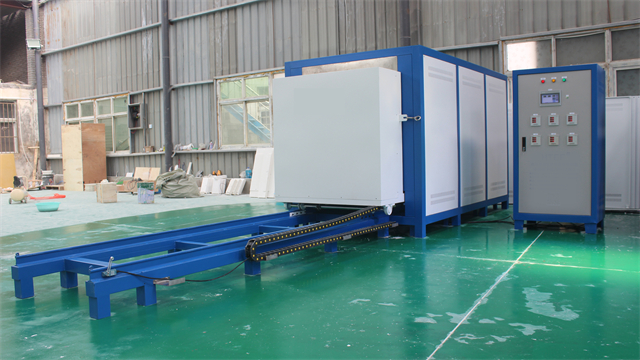
新疆臺車爐
臺車爐在復合材料熱壓成型中的應用:復合材料熱壓成型對溫度、壓力和時間的控制要求極高,臺車爐為此提供了可靠的解決方案。在碳纖維增強樹脂基復合材料(CFRP)的熱壓成型過程中,將預浸料鋪層后的模具置于臺車上送入爐內,先以 1℃/min 的速率升溫至 120℃,使樹脂部分流動,排除空氣和揮發物;然后繼續升溫至 180℃,同時施加 1 - 2MPa 的壓力,使樹脂充分浸潤碳纖維并固化。臺車爐配備高精度壓力傳感器和溫度傳感器,實時監測和反饋壓力、溫度數據,通過閉環控制系統精確調節加熱元件功率和壓力施加裝置,確保熱壓成型過程的穩定性。經該工藝制備的 CFRP 復合材料,纖維體積分數達到 60% - 65%,拉伸強度超過 2000MPa,廣泛應用于航空航天、汽車等領域。臺車爐的加熱元件模塊化設計,便于更換維修。新疆臺車爐

臺車爐在航天復合材料固化成型中的應用:航天復合材料的固化成型對溫度場均勻性和壓力控制要求苛刻,臺車爐通過集成控溫與加壓功能滿足需求。在碳纖維增強樹脂基復合材料(CFRP)固化時,采用 “熱壓罐模擬” 工藝:爐內設置氣囊式壓力系統,可提供 0 - 1.5MPa 可調壓力;分區控溫模塊將爐膛劃分為 9 個單獨溫區,每個溫區配置雙熱電偶交叉驗證,確保溫度偏差≤±1.5℃。某航天企業利用該設備制備的衛星天線反射面,面形精度達 0.05mm,較傳統工藝提升 40%,材料層間剪切強度達到 85MPa,有效支撐了高分辨率遙感衛星的研制。新疆臺車爐臺車爐的臺車表面鍍防銹層,延長使用壽命。
臺車爐在金屬表面滲碳處理中的工藝優化:金屬表面滲碳處理可提高零件表面硬度與耐磨性,臺車爐在該工藝中通過優化參數提升處理效果。在滲碳前,先將工件清洗、脫脂后置于臺車上送入爐內,升溫至 920℃,通入富化氣(如丙烷)與載氣(如氮氣)的混合氣體,使活性碳原子滲入金屬表面。通過控制氣體流量、溫度和時間,可調節滲碳層厚度與碳濃度梯度。采用分段滲碳工藝,前期加大富化氣流量,快速形成滲碳層;后期減少流量,使碳濃度均勻擴散。某齒輪制造企業優化滲碳工藝后,齒輪表面硬度達到 HRC60,滲碳層深度均勻,疲勞壽命提高 40%,提升了齒輪產品的市場競爭力。
臺車爐的智能化控制系統升級與應用:傳統臺車爐控制系統操作復雜、自動化程度低,智能化升級成為發展趨勢。智能化控制系統以 PLC 為要點,結合觸摸屏人機界面,操作人員可直觀設置溫度曲線、升溫速率、保溫時間等參數。系統通過傳感器實時采集爐溫、臺車位置、氣體流量等數據,利用大數據分析與人工智能算法,自動優化加熱工藝。當設備出現異常時,系統自動報警并采取保護措施,如超溫時切斷加熱電源、臺車未到位時禁止啟動加熱。此外,支持遠程監控功能,用戶可通過手機或電腦實時查看設備運行狀態、調整參數。某熱處理企業升級智能化控制系統后,生產效率提高 30%,人工干預減少 60%,產品質量一致性明顯提升。臺車爐的爐門升降采用液壓驅動,運行穩定。

臺車爐在核電部件焊后熱處理中的特殊工藝:核電部件對焊接接頭的穩定性要求極高,臺車爐在其焊后熱處理中采用特殊工藝保障安全性。以壓力容器接管焊接為例,需進行 “階梯式控溫 + 動態應變監測” 工藝:先以 1.2℃/min 速率升溫至 300℃消除焊接應力,保持恒溫時利用內置應變片實時監測部件形變;再以 0.8℃/min 升至 650℃進行回火處理,此階段通過調節爐內氬氣流量維持微正壓環境,防止空氣滲入。某核電裝備制造廠采用該工藝后,焊接接頭的沖擊韌性提高 38%,殘余應力降低 62%,經第三方檢測機構驗證,完全符合 ASME 核級標準,為核電站的長期穩定運行提供關鍵保障。臺車爐軌道鋪設平整,承載重型工件平穩進出爐膛。新疆臺車爐
建筑機械制造用臺車爐,處理大型機械臂部件。新疆臺車爐
臺車爐在表面涂層熱處理中的工藝優化:表面涂層熱處理可提高材料的耐磨性、耐腐蝕性等性能,臺車爐通過工藝優化提升處理效果。在金屬表面陶瓷涂層的熱處理中,采用 “梯度升溫 + 氣氛保護” 工藝。先將涂覆陶瓷涂層的金屬工件置于臺車上送入爐內,以 1.5℃/min 的速率升溫至 400℃,保溫 2 小時,使涂層中的有機物充分揮發;然后以 2℃/min 的速率升溫至 800℃,在氬氣保護氣氛下保溫 3 小時,促進陶瓷涂層與金屬基體的化學鍵合和致密化。通過優化工藝參數,陶瓷涂層的結合強度提高 35%,硬度達到 HRC65 - 70,耐磨性能提高 4 倍,有效延長了工件的使用壽命,在機械制造、模具加工等行業得到廣泛應用。新疆臺車爐
- 福建1300度高溫馬弗爐 2025-12-06
- 河南實驗室箱式電阻爐 2025-12-06
- 江蘇高溫臺車爐哪家好 2025-12-06
- 遼寧智能高溫馬弗爐 2025-12-06
- 熱處理臺車爐價格 2025-12-05
- 吉林臺車爐制造廠家 2025-12-05
- 安徽高溫電爐定做 2025-12-05
- 寧夏箱式電阻爐公司 2025-12-05
- 海南馬弗爐定做 2025-12-05
- 江蘇高溫管式爐訂制 2025-12-05
- 無錫一次性注射器6%圓錐接頭性能綜合測試儀 2025-12-06
- 西湖區全自動砂磨機 2025-12-06
- 南通DPM讀碼器生產廠家 2025-12-06
- 電動潤滑泵銷售 2025-12-06
- 河南涂布熱熔膠復合機設備 2025-12-06
- 國內全程氮氣回流焊售后服務 2025-12-06
- 新疆包裝用打膠機定制 2025-12-06
- 江蘇個性化彎管機服務電話 2025-12-06
- 深圳走芯機大概多少錢 2025-12-06
- 成都冶金行業超聲波阻垢裝置廠家直銷 2025-12-06