重慶電鍍設備生產過程
電鍍廢氣處理抽風設備分類:
按工作原理及結構分類:
離心風機:風壓高、風量較大,適用于需要克服較大阻力
軸流風機:具有風量大、風壓低的特點。適合在對通風量需求大、阻力較小的環境
屋頂風機:安裝于電鍍車間屋頂,可直接將車間內廢氣排至室外。其優點是不占室內空間,安裝簡便
防爆風機:針對電鍍廢氣含易燃易爆氣體(如有機溶劑揮發氣)的情況設計,采用特殊防爆結構與材料,防止運行中產生電火花引發炸掉,保障生產安全
按材質及防腐特性分類
玻璃鋼風機:處理電鍍過程中產生的強腐蝕性酸堿廢氣,且質量較輕、強度較高、使用壽命長
不銹鋼風機:用于對耐腐蝕有一定要求且廢氣中顆粒物磨損性較強的電鍍廢氣抽取
防腐涂層或特殊防腐工藝處理的普通金屬風機:抽風設備搭配集氣罩、通風管道等部件,組成完整的抽風系統,將電鍍廢氣高效收集并輸送至后續處理設備,如酸霧凈化塔、活性炭吸附裝置等。
電鍍廢氣處理抽風設備的組成:
自動線線外連接抽風系統
PP抽風管連接,抽風連接口采用方形變通連接室外抽風系統
可根據不同種類廢氣和不同排放量以及現場情形適當設計制,并負責安裝調試,抽風效果好
適用于氧化、電鍍、涂裝、印刷等行業多種堿性、有毒氣體抽排(退掛、除銹等)
溫控設備集成加熱管與冷水機,準確調節鍍液溫度(如鍍硬鉻需 50-60℃),確保電化學反映在好的區間進行。重慶電鍍設備生產過程

如何選擇適合的電鍍周邊設備?
需結合工藝需求、生產規模、預算及環保要求,以下建議:
一、明確需求
1.工藝類型根據鍍層種類選擇設備,例如鍍鉻需耐高溫鍍槽,鍍金需高精度整流器。前處理/后處理流程決定是否需要超聲波清洗機、甩干機等配。
2.生產規模中小批量:優先選擇模塊化設備(如可擴展的鍍槽、單機過濾機),降低初期投入。大規模量產:考慮自動化生產線(如機器人上下料、PLC集中控制系統),提升效率。
3.鍍層質量要求高精度產品(如電子元件):需配備在線檢測設備(如X射線測厚儀)、恒溫恒濕控制系統。普通五金件:可選基礎檢測設備(如磁性測厚儀)。
二、關鍵設備選型要點
1.鍍槽材質:酸性選聚丙烯(PP),高溫強堿選聚四氟乙烯(PTFE)。尺寸:根據工件大小和產能計算槽體容積,預留10%-20%余量避免溢出。
2.整流器優先選擇高頻開關電源(節能30%以上),輸出電流需覆蓋最大負載的120%。復雜工藝(如脈沖電鍍)需配置可編程整流器。
3.過濾系統精密電鍍(如PCB):采用多級過濾(濾芯+超濾膜),精度≤1μm。常規電鍍:選用袋式過濾機,精度5-25μm即可。
4.環保設備廢氣處理:酸霧量大時選噴淋塔+活性炭吸附廢水處理:重金屬廢水需配備離子交換或反滲透(RO)系統 湖北一體式電鍍設備離心干燥設備適配滾鍍后工件,通過高速旋轉甩干水分,避免傳統熱風干燥的能耗與時間損耗。

志成達設計研發的滾掛一體電鍍實驗設備鍍液的選擇:
1.鍍銅液方面
酸性鍍銅液導電性強、分散性佳,能快速鍍厚銅,常用于電子元件底層鍍銅;
堿性鍍銅液穩定性好,腐蝕性小,所得銅層結晶細、結合力強,適用于鋼鐵基體打底。
2.鍍鎳液
瓦特鎳鍍液成分簡單、易維護,鍍層光亮耐磨,在防護裝飾性電鍍中廣泛應用;
氨基磺酸鎳鍍液分散與深鍍能力優,鍍層內應力低、延展性好,多用于對鍍層質量要求高的電子、航天領域。
3.鍍鋅液里
堿性鍍鋅液陰極極化作用強,鋅層耐腐蝕性好;
酸性鍍鋅液電流效率高、沉積快,外觀光亮,不過腐蝕性強。
4.鍍金液
有物鍍金液,鍍層均勻光亮、硬度高;
無氰鍍金液則更環保。
5.鍍銀液
物鍍銀液電鍍性能好,鍍層導電導熱優;
硫代硫酸鹽鍍銀液毒性小、更環保。選擇鍍液要綜合零件材質、形狀、使用環境及實驗目的等,兼顧成本與環保。
總結:
在選擇鍍液時,需要根據待鍍零件的材質、形狀、尺寸、使用環境以及實驗目的等因素進行綜合考慮,同時還需考慮鍍液的成本、環保性和操作難度等因素。
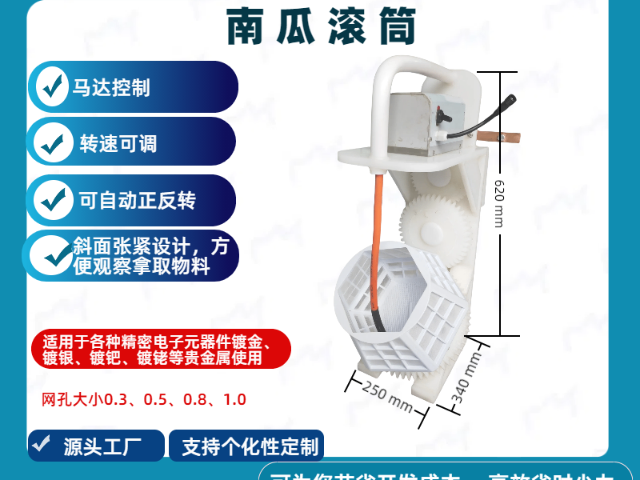
滾鍍機的工作原理
將小工件裝入帶孔的滾筒(聚氯乙烯或不銹鋼材質),滾筒浸入電解液后緩慢旋轉(5~15 轉 / 分鐘),通過滾筒壁的孔洞使電解液流通,同時工件在滾筒內翻滾,確保鍍層均勻附著。
優勢:
高效率:單次可處理數千件小工件,產能遠超掛鍍(適合單件或少量)。
低成本:減少人工掛卸成本,滾筒導電桿統一通電,能耗相對較低。
均勻性:工件在滾筒內動態接觸電解液,避免屏蔽效應(掛鍍中工件相互遮擋導致鍍層不均)。
與生產線其他環節的配合
前處理:需先通過除油、酸洗去除工件表面油污和氧化皮,否則影響鍍層結合力(滾鍍機不具備前處理功能,依賴生產線前段設備)。
后處理:滾鍍完成后,工件隨滾筒吊出,進入水洗槽、鈍化槽或封閉槽(如鍍鋅后的藍白鈍化),終干燥(生產線后段設備完成)。
自動化控制:滾鍍機的轉速、電鍍時間、電流電壓等參數由生產線 PLC 系統統一控制,與傳輸裝置(如行車)聯動,實現 “上料→前處理→滾鍍→后處理→下料” 全流程自動化。 耐溫設備針對高溫電鍍工藝(如黑色氧化處理),槽體采用耐高溫 FRP 材質,耐受 100℃以上藥液長期侵蝕。
被動元器件與電鍍設備的應用案例:
案例1:MLCC端電極電鍍
流程:陶瓷燒結→端面研磨→濺射鎳層→電鍍銅/錫層→激光切割分粒。
設備:濺射鍍膜機+滾鍍線,確保端電極導電性與焊接性。
案例2:薄膜電阻調阻后電鍍
流程:氧化鋁基板→濺射鎳鉻電阻膜→激光調阻→電鍍鎳/錫保護層。
作用:電鍍層防止調阻后的敏感膜層氧化,并提升端面焊接性能。
案例3:功率電感引腳鍍錫
流程:磁芯繞線→引腳焊接→電鍍純錫→熱風整平。
目標:降低接觸電阻,適應大電流場景。 自動化電鍍線的機器人上下料系統,通過視覺識別定位工件,實現高精度無人化操作。安徽脈沖電鍍設備
節能型電鍍設備集成高頻開關電源,相比傳統硅整流電源省電 30% 以上,降低企業生產成本。重慶電鍍設備生產過程
電泳生產線與電鍍生產線的區別
對比項 電泳生產線 電鍍生產線
原理 涂料粒子電泳沉積(有機涂層) 金屬離子電解沉積(金屬鍍層)
涂層材料 水性樹脂涂料(有機物) 金屬或合金(如鋅、鎳、鉻、金等) 主要功能 防腐、裝飾、絕緣(非金屬涂層) 防腐、裝飾、導電、耐磨(金屬鍍層) 工件導電性 金屬工件直接導電;塑料需導電處理 必須導電(金屬或導電化處理的非金屬)典型應用 汽車底漆、家電外殼 五金電鍍、電子元件鍍貴金屬
總結
電泳生產線是通過電場作用實現高效、均勻涂裝的自動化設備,優勢在于環保、高防腐性和復雜工件適應性,廣泛應用于汽車、家電等對涂層質量要求高的領域。其工藝流程涵蓋前處理、電泳涂裝、后處理及自動化控制,是現代工業規模化生產的重要組成部分。 重慶電鍍設備生產過程
- 山東單孔位盲孔產品電鍍設備 2025-11-20
- 北京微米級盲孔產品電鍍設備 2025-11-20
- 廣東深圳高壓脈沖盲孔產品電鍍設備 2025-11-20
- 上海MEMS器件盲孔產品電鍍設備 2025-11-20
- 陜西高壓脈沖盲孔產品電鍍設備 2025-11-20
- 廣東手機主板盲孔產品電鍍設備 2025-11-20
- 湖北盲孔產品電鍍設備盲孔產品應用 2025-11-20
- 天津低電壓盲孔產品電鍍設備 2025-11-20
- 江蘇環保型盲孔產品電鍍設備 2025-11-20
- 天津零缺陷盲孔產品電鍍設備 2025-11-20
- 河南型材加工中心改造 2025-12-09
- 玉林溶劑噴碼機 2025-12-09
- 高性價比超高溫烘干熱泵怎么購買 2025-12-09
- 山東NPM-D3高速貼片機怎么樣 2025-12-09
- 無錫附近防滑腳踏板設備哪個好 2025-12-09
- 云南制造截齒怎么樣 2025-12-09
- 江蘇工業卷板加工服務電話 2025-12-09
- 浙江日化包裝線銷售價格 2025-12-09
- 國產裁線剝皮焊線機報價表 2025-12-09
- 山東流水線機械雙輸出軸齒輪箱 2025-12-09