無錫板式催化玻璃纖維瓦楞機設備
轉輪除濕機通過連續循環的吸附-再生過程實現空氣除濕。其重心部件——除濕轉輪以緩慢速度旋轉(通常為8-10轉/小時),并被密封系統劃分為處理區域和再生區域。當潮濕空氣通過處理區域時,水蒸氣被轉輪中的吸濕劑吸附,干燥后的空氣被輸送至目標空間。與此同時,轉輪飽和部分旋轉至再生區域,經高溫空氣(通常為100-140℃)處理,吸附的水分被脫附,恢復轉輪的除濕能力。這一過程的重心在于吸濕材料的選擇與載體結構的設計。高效的除濕轉輪需要在吸附容量、再生效率和使用壽命之間取得比較好平衡。與傳統冷凝除濕相比,轉輪除濕技術特別適用于低溫環境、低**要求及無法排出冷凝水的場合,具有運行穩定、能耗較低且適應范圍廣等優勢。小型玻璃纖維瓦楞機移動方便,可靈活調整生產位置,適配多批次小批量生產。無錫板式催化玻璃纖維瓦楞機設備

在包裝領域,玻璃纖維紙瓦楞制品堪稱行業的中流砥柱。其強高度的特性使其能夠為產品提供可靠的保護,有效抵御運輸和儲存過程中的碰撞、擠壓等外力作用,確保產品的完整性。無論是大型機械設備、電子產品,還是各類日用品和食品,玻璃纖維紙瓦楞包裝都能發揮重要的保護作用。例如,在電子產品包裝中,玻璃纖維紙瓦楞紙箱能夠為精密的電子設備提供良好的緩沖和支撐,防止設備在運輸過程中因震動和碰撞而損壞。質地輕盈的特點則降低了包裝的重量,不僅節省了運輸成本,還符合現代環保理念對于輕量化包裝的要求。防潮性能佳的優勢使得玻璃纖維紙瓦楞包裝在潮濕環境下依然能夠保持良好的性能,有效保護內裝產品不受潮濕影響,特別適用于食品、藥品等對防潮要求較高的產品包裝。防火阻燃性能更是為一些易燃、易爆產品的包裝提供了安全保障,大幅度降低了運輸和儲存過程中的安全風險。貴金屬催化玻璃纖維瓦楞機生產工藝高精度玻璃纖維瓦楞機生產的瓦楞板尺寸一致性強,便于后續安裝施工。
生產速度是衡量設備效率的重心指標,不同機型的速度范圍差異明顯。普通建筑用瓦楞板生產線速度可達10-15m/min,而精密環保模塊生產線為保證成型質量,速度通常控制在3-5m/min。值得注意的是,速度并非越高越好,需要與材料固化特性相匹配。例如,采用快速固化樹脂體系的設備,在保證固化度的前提下可實現高速生產,而厚壁制品則需要較低速度以確保樹脂充分浸潤和固化。按成型方式分類,可分為輥壓成型、纏繞成型和模壓成型三大類。輥壓成型機通過連續輥壓實現線性制品生產,適合大批量標準化產品;纏繞成型機如雙曲面瓦楞容器制作裝置,通過中心軸旋轉帶動模具運動,可生產圓柱形、錐形等回轉體構件,其大扇形板和小扇形板的數量通常為4-16塊,通過伸縮實現自動脫模;模壓成型機則適用于復雜形狀制品,采用液壓系統提供成型壓力,單次成型時間較長但制品精度高。
壓輥壓力的大小則直接影響瓦楞的成型效果,壓力過大可能導致紙張過度擠壓甚至破損,壓力過小則無法使紙張充分貼合瓦楞輥的凹槽,從而造成瓦楞形狀不規整。紙張厚度的變化也要求對瓦楞輥和壓輥的參數進行相應調整,以確保無論何種厚度的紙張都能被加工出高質量的瓦楞。因此,在實際生產過程中,操作人員需要根據具體的產品要求和紙張特性,如同經驗豐富的工匠一般,精細地調整這些參數,以打造出符合標準的完美瓦楞形狀。同時,導紙輥在這一階段繼續發揮著重要作用,它時刻關注著紙張的行進方向,確保其在瓦楞成型過程中始終保持平整、無褶皺,為后續的加工環節奠定堅實基礎。電子設備外殼使用該機器生產的薄型瓦楞板,兼顧防護與散熱功能。
核電設備的安全要求推動了玻璃纖維瓦楞制品的性能升級。核電廠的輻射屏蔽容器采用高密度玻璃纖維瓦楞板,通過添加硼化物的樹脂基體與高硅氧玻璃纖維的復合,實現對中子輻射的有效屏蔽(屏蔽效率≥99.9%)。這種瓦楞板的成型過程由智能瓦楞機精確控制,確保材料密度偏差不超過±2%,避免因結構不均導致的輻射泄漏。在模擬事故條件下的測試表明,這種容器可承受150℃的高溫和0.8MPa的壓力沖擊,保持結構完整性。3D打印技術與玻璃纖維瓦楞結構的結合正在打破傳統制造邊界。
玻璃纖維的輕量化特性使成品重量減輕25%,降低物流運輸成本。無錫板式催化玻璃纖維瓦楞機設備
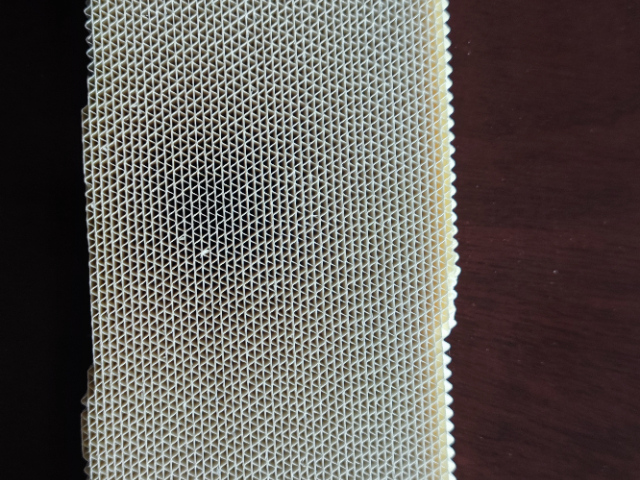
瓦楞輥表面雕刻的特定形狀凹槽宛如精密模具,與壓輥協同作用使玻璃纖維基材形成所需楞型。設備的瓦楞輥采用強高度合金材料經精密加工而成,表面硬度可達HRC55以上,確保在高速運轉下保持形狀穩定。調節裝置則能精確控制輥間壓力與間隙,適應0.3-3mm不同厚度的玻璃纖維基材,滿足從薄型采光板到厚壁容器的多樣化需求。浸膠系統的設計體現了材料利用率與環保性能的平衡。典型的供布鋪膠設備由對輥架、膠槽和至少一組對輥組成,玻璃纖維布經膠槽浸膠后,通過對輥擠壓去除多余膠劑,使膠料均勻分布的同時減少浪費。無錫板式催化玻璃纖維瓦楞機設備
- 單面玻璃纖維瓦楞機多少錢 2025-11-03
- 分子篩玻璃纖維瓦楞機設備 2025-11-03
- 江陰有機廢氣處理玻璃纖維瓦楞機設備 2025-11-03
- 玻璃纖維玻璃纖維瓦楞機圖片 2025-11-03
- 無錫單面玻璃纖維瓦楞機設備 2025-11-03
- 江蘇沸石轉輪玻璃纖維瓦楞機多少錢 2025-11-03
- 江蘇催化燃燒玻璃纖維瓦楞機生產工藝 2025-11-02
- 無錫催化燃燒玻璃纖維瓦楞機價格 2025-11-02
- 板式催化玻璃纖維瓦楞機視頻 2025-11-02
- 無錫催化劑載體玻璃纖維瓦楞機 2025-11-02
- 黃浦區優勢碳中和認證服務電話多少 2025-12-09
- 湖北新型泵配件出廠價格 2025-12-09
- 廣東電容燒結爐價格 2025-12-09
- 合肥基因檢測服務項目 2025-12-09
- 定制溶劑清洗劑生產 2025-12-09
- 上海虹口區反滲透直飲機租賃市場價 2025-12-09
- 江門工業清潔設備廠家直銷 2025-12-09
- 西藏污水熱泵市場價格 2025-12-09
- 新疆自然環境模擬強風 2025-12-09
- 建設項目綠化養護什么價格 2025-12-09