湖南毛絨玩具打包機
如需壓縮,換向閥切換油路,液壓油進入液壓缸上腔,推動活塞桿向下移動,實現壓縮動作;溢流閥設定系統比較高壓力,當壓力超過設定值時,溢流閥開啟,液壓油回流油箱,保護系統免受過載損壞;節流閥調節液壓油流量,控制液壓缸升降速度(通常 50-200mm/min)。維護要點包括:一是液壓油管理,需使用 46# 或 68# 抗磨液壓油,油液清潔度需達到 NAS 8 級以上,每運行 2000-3000 小時更換一次,更換時需清洗油箱與濾網,避免雜質殘留;二是密封件檢查,每運行 1000 小時檢查液壓缸密封件是否泄漏,若發現漏油需及時更換,避免影響壓縮力;三是液壓閥維護,每運行 3000 小時拆卸清洗閥組,去除閥芯雜質,檢查閥芯磨損情況,磨損超 0.1mm 需更換;四是冷卻系統維護,風冷需定期清理散熱片灰塵(每 100 小時一次),水冷需定期檢查冷卻水水質與流量,避免水垢堵塞管路。搭載微電腦控制系統的真空壓縮打包機,配備液晶顯示屏,操作流程相對簡便。湖南毛絨玩具打包機
打包機的技術參數是選型的依據,需結合物品特性(材質、形態、重量)、生產效率需求、包裝標準綜合判斷,參數包括處理能力、壓縮比、真空度、捆扎力度、能耗等,各參數的含義與影響如下:處理能力(單位:件 / 分鐘或噸 / 小時)反映設備的生產效率,需與前道工序產能匹配。例如毛絨玩具工廠若前道充棉工序產能為 20 件 / 分鐘,需選擇處理能力≥20 件 / 分鐘的真空打包機,避免瓶頸效應;廢紙回收行業則用噸 / 小時衡量,通常小型壓縮打包機處理能力 1-5 噸 / 小時,大型可達 10-20 噸 / 小時,需根據每日廢紙回收量選擇。壓縮比(壓縮后體積 / 壓縮前體積)是壓縮式與真空式打包機的關鍵指標,與物品蓬松度相關。棉花、毛絨玩具等蓬松物品壓縮比可達 1:3-1:10,布料為 1:2-1:5,廢紙為 1:3-1:8,壓縮比越高,運輸倉儲成本越低,但需注意過度壓縮可能導致物品變形(如毛絨玩具壓縮比超過 1:8 易出現毛絨結塊),需通過試驗確定優值。廣東自動毛絨玩具打包機銷售廠家面料運輸破損用嘉泰利打包機,包裝保護使破損率降至 2%。
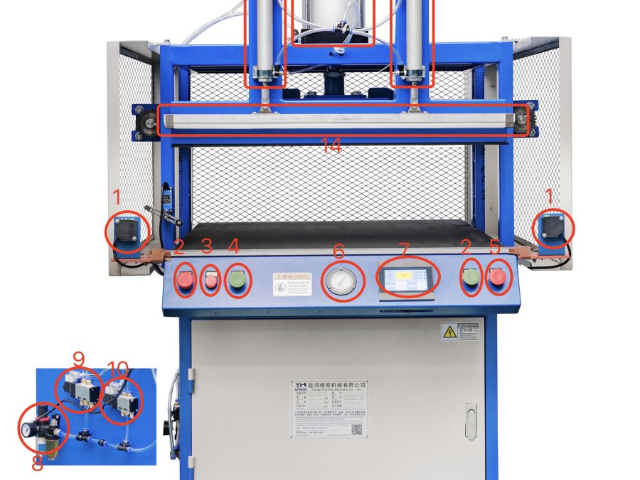
打包機的工作原理需結合具體類型區分,以應用廣的真空壓縮打包機為例,其重要流程包括 “送料 - 壓縮 - 抽真空 - 密封 - 出料” 五個步驟:首先將待打包物品(如毛絨玩具、布料)放入打包腔,設備自動閉合腔門;隨后壓縮板在液壓或氣動驅動下向下移動,對物品進行物理壓縮,排出內部多余空氣,初步減少體積;接著真空泵啟動,抽取打包腔內殘留空氣,使腔內形成負壓(真空度可達 - 0.08MPa 至 - 0.1MPa),進一步壓縮物品并隔絕外界空氣;完成抽真空后,熱封條通電加熱(溫度 150-200℃),將打包袋開口處密封,防止空氣重新進入;然后壓縮板復位,腔門打開,完成打包的物品被送出。
真空壓縮打包機的熱封系統需通過 “溫度、時間、壓力” 三參數協同設定,確保打包袋密封牢固且無損壞,參數設定需結合打包袋材質與厚度。熱封溫度是關鍵,需高于打包袋熔點但低于軟化點:PE 袋(熔點 110-130℃)溫度設定 150-180℃,50μm 厚 PE 袋選 150-160℃,100μm 厚選 170-180℃;PP 袋(熔點 160-170℃)溫度 180-200℃,厚度每增加 50μm,溫度提高 10-15℃;復合膜(PE+PET 或 PE + 鋁箔)溫度 170-200℃,內層 PE 厚度決定具體數值,鋁箔復合膜需提高至 190-200℃。熱封時間需與溫度配合,溫度越高,時間越短:PE 袋 150℃時時間 2-3 秒,180℃時 1-2 秒;PP 袋 180℃時 2 秒,200℃時 1 秒;復合膜 170℃時 2-3 秒,200℃時 1-2 秒,時間過短密封不牢,過長易導致打包袋脆化。熱封壓力需穩定在 0.2-0.5MPa,通過壓力輥彈簧調節:薄型打包袋(50μm 以下)壓力 0.2-0.3MPa,厚型打包袋(50μm 以上)0.3-0.5MPa,壓力不足會導致熱封條與打包袋接觸不緊密,熱量傳遞不均,密封處易漏氣;壓力過大則會擠壓打包袋,導致密封處變薄,降低抗拉強度。參數設定后需通過 “拉力測試” 驗證:用拉力計沿密封處垂直方向拉扯,PE 袋密封強度需≥50N/25mm,PP 袋≥60N/25mm,復合膜≥80N/25mm,未達到標準需重新調整參數。打包機可與節能空壓機協同,保障設備運行過程中的氣壓穩定。
熱封材質包括熱封條與打包袋,兩者需特性匹配。熱封條材質需具備 “耐高溫、耐磨、不易粘連” 的特點,常見類型有:一是鐵氟龍涂層不銹鋼,鐵氟龍涂層耐溫 260℃以上,表面光滑,不易粘連打包袋,適合 PE、PP、復合膜等多數打包袋,是主流選擇;二是銅合金熱封條,導熱性好(導熱系數 380W/(m?K)),加熱均勻,適合薄型打包袋(如 PE 膜),但耐磨損性差,需定期打磨;三是陶瓷熱封條,耐溫高(500℃以上),耐磨且絕緣,適合高溫密封(如復合膜、鋁箔袋),但成本高,脆性大,易斷裂。打包袋材質需與熱封條適配,同時滿足使用需求:PE 袋(聚乙烯)熔點 110-130℃,適合鐵氟龍涂層熱封條,熱封溫度 150-180℃;PP 袋(聚丙烯)熔點 160-170℃,需稍高溫度(180-200℃);復合膜(如 PE+PET、PE + 鋁箔)熔點取決于內層 PE,熱封溫度 170-200℃;鋁箔袋熔點高,需陶瓷熱封條,溫度 200-250℃。嘉泰利打包機硅膠滾輪,接觸面料時不產生劃痕壓痕。江西打包機價格
這款真空壓縮打包機配備大功率氣缸,壓力接近 1 噸,工作壓力充足耐用。湖南毛絨玩具打包機
真空壓縮打包機的安全操作需遵循嚴格規范,防止操作人員受傷與設備損壞,包括 “開機前檢查、運行中監控、關機后處理” 三階段要求。開機前檢查需確認設備狀態:電源電壓是否正常(220V/380V±5%),接地線是否牢固(接地電阻≤4Ω);液壓油或氣壓是否達標,液壓油油位在刻度線之間,氣壓 0.6-0.8MPa;安全裝置是否有效,急停按鈕、安全門聯鎖功能正常;物品是否符合打包要求,無硬物、尖銳物,避免損壞設備。運行中監控需專注操作:操作人員需站在安全區域(遠離打包腔門),禁止將手或身體部位伸入打包腔;設備運行時禁止打開安全門,如需緊急停止,立即按下急停按鈕;觀察設備運行狀態,若出現異響、異味、冒煙,立即停機檢查;記錄生產參數,確保與設定值一致,偏差超范圍需調整。關機后處理需規范執行:關閉設備總電源,切斷氣源或液壓系統;清理設備表面與內部,去除殘留物品與污垢;檢查耗材(打包袋、真空泵油)余量,不足時補充;填寫設備運行記錄,記錄運行時間、打包數量、是否出現異常。此外,操作人員需經過專業培訓,熟悉設備結構與參數設置,禁止非專業人員操作;定期進行安全演練,掌握緊急停機與故障處理方法,確保操作安全。湖南毛絨玩具打包機
- 重慶自動毛絨玩具打包機定制 2025-12-06
- 福建紙箱毛絨玩具打包機廠家價格 2025-12-06
- PE打包機定制 2025-12-06
- 湖南PE打包機廠家價格 2025-12-06
- 重慶PE打包機推薦廠家 2025-12-06
- 河北氣動打包機生產廠家 2025-12-06
- 湖南紙箱毛絨玩具打包機聯系方式 2025-12-06
- 廣西紙箱毛絨玩具打包機聯系方式 2025-12-06
- 河南真空打包機廠家 2025-12-05
- 自動毛絨玩具打包機推薦廠家 2025-12-05
- 江西工業質檢新能源汽車外漆檢測設備生產廠家 2025-12-10
- 郫縣開關柜中置柜聯系方式 2025-12-10
- 深圳煮茶機制造商 2025-12-10
- 揚州吻合器刀片鋒利度測試儀檢測儀 2025-12-10
- 惠山區銷售礦山機械模鍛件咨詢問價 2025-12-10
- 嘉興牛仔褲吸毛機哪家好 2025-12-10
- 天津二手吊艇架 2025-12-10
- 長沙遙控IC芯片蓋面 2025-12-10
- 江西庫存換熱器 2025-12-10
- 南京多功能燃料電池車用儲氫模擬設備怎么樣 2025-12-10