江陰國產人造板廠家直銷
人造板制造工藝的演變,無疑受到這一認識的影響:刨花板、纖維板板坯層次由單層改變為3層及多層結構;板坯中刨花及纖維的排列也由隨機型趨向于定向型;而膠合板的相鄰層纖維方向互相垂直排列則改善了木材在自然生長條件下形成的各向異性缺點,提高了尺寸穩定性。加壓分預壓及熱壓。使用無墊板系統時必需使板坯經過預壓。它使板坯在推進熱壓機時不致損壞。熱壓工序是決定企業生產能力和產量的關鍵工序,人造板工業中常用的熱壓設備主要是多層熱壓機,此外,單層大幅面熱壓機和連續熱壓機也逐漸被采用。干燥的熱源,大都是用蒸氣或燃燒氣體。江陰國產人造板廠家直銷

7 0年代末期,歐美一些國家研究無膠膠合技術,較有進展的是使木質素分子活化,在一定條件下利用木質素膠合;或者利用木材或其他材料中的半纖維素,經處理使之轉化為膠結物質進行膠合。80年代初,加拿大成功地利用蒸渣制成了無膠刨花板。中國的研究院和大學也都在進行無膠膠合技術的研究,已取得初步成果。成型和加壓膠合板的組坯,刨花板纖維板的板坯成型和加壓都屬于人造板制造的成型工藝。木材學對木材構造的研究揭示了木纖維在天然木材中的排列方式有層次性和方向性,因而能承受自然界對木材所施加的一定限度的外力。江蘇如何人造板廠家供應1924年美國創造了馬松奈脫法(爆破法)纖維分離技術,1928年已能生產出高質量的硬質纖維板。
1924年美國創造了馬松奈脫法(爆破法)纖維分離技術,1928年已能生產出高質量的硬質纖維板。1931年瑞典發明阿斯普倫德法,次年在瑞典建立了***個用此法生產的硬質纖維板廠,至此纖維板制造工業就脫離了造紙業而成為**的工業門類。1935年法國用廢單板制成長條刨花,在鋪裝成型中使各層刨花垂直相交排列組成板坯,是刨花板中定向技術的先導1937年瑞士提出三層刨花結構的制造工藝。1941年在德國建立了***個裝備齊全的刨花板工廠,就使刨花板工業完成了它的技術準備階段。
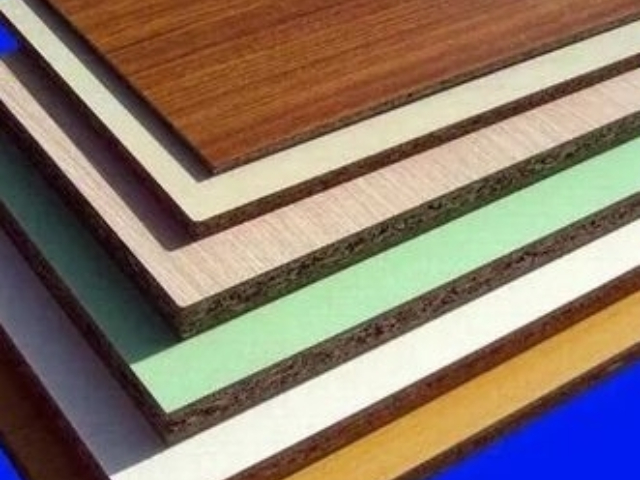
細木工板握螺釘力好,強度高,具有質堅、吸聲、絕熱等特點,而且含水率不高,在10%—13%之間,加工簡便,用途**為***。細木工板比實木板材穩定性強,但怕潮濕,施工中應注意避免用在廚衛。細木工板的加工工藝分為機拼與手拼兩種。手工拼制是用人工將木條鑲入夾板中,木條受到的擠壓力較小,拼接不均勻,縫隙大,握釘力差,不能鋸切加工,只適宜做部分裝修的子項目,如做實木地板的墊層毛板等。而機拼的板材受到的擠壓力較大,縫隙極小,拼接平整,承重力均勻,長期使用,結構緊湊不易變形。此后旋切機不斷改進,促進了膠合板工業的發展, 19世紀中葉,德國首先建立了膠合板廠。

3.膠合強度。膠合性能主要有三個工藝參數,即時間、溫度、壓力。而膠黏劑用多用少怎么用,也影響著甲醛釋放量指標。4.含水率。含水率是反映細木工板的含水量的指標,若含水率過高或不均勻,產品在使用過程中出現變形翹曲或不均勻現象,影響產品的使用性能。 [2]細木工板的工藝要求很高,不僅需要足夠的場地讓木材有充足的時間進行適應性自然干燥,而且還要通過干燥窯進行嚴格的干燥工藝控制。另外,其加工設備的優劣程度不僅需要大量的資金投入,也是能否保證產品加工精度和質量的關鍵。根據加壓方式不同,可分為平壓、擠壓、輥壓刨花板等;惠山區質量人造板工廠直銷
1812年法國人發明了單板鋸切機。江陰國產人造板廠家直銷
木質材料在建筑、家具、包裝、鐵路等領域發揮著巨大的作用。在不可再生資源日益枯竭、人類社會正在走向可持續發展的***,木材以其特有的固碳、可再生、可自然降解、美觀和調節室內環境等天然屬性,以及強度-重量比高和加工能耗小等加工利用特性,將為社會的可持續發展做出***貢獻。與其他材料相比,木材具有多孔性、各向異性、濕脹干縮性、燃燒性和生物降解性等獨特性質,如何更好地利用這些特性和比較大限度地限制其副作用,是木材科學家和工程技術**長期努力解決的主要問題。林學家也積極參與木材科學研究,從樹木的遺傳學角度認識和改良木材的基本特性。木質材料主要分為木質板材、木質型材、木質線材、木質片材、竹制品等類別。江陰國產人造板廠家直銷
無錫愷屹塬建筑材料有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的建筑、建材中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來 愷屹塬供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 新吳區挑選建筑裝飾材料貨源充足 2025-12-10
- 新吳區特制建筑防水卷按需定制 2025-12-10
- 梁溪區本地人造板銷售 2025-12-10
- 南通常見人造板維修價格 2025-12-10
- 新吳區常見建筑裝飾材料貨源充足 2025-12-10
- 蘇州怎樣人造板銷售 2025-12-10
- 無錫特制建筑裝飾材料廠家現貨 2025-12-10
- 惠山區國產建筑防水卷廠家現貨 2025-12-10
- 江陰本地建筑裝飾材料工廠直銷 2025-12-10
- 南通本地建筑裝飾材料按需定制 2025-12-10
- 武漢耐用不銹鋼風管聯系電話 2025-12-10
- 寶山區辦公園林景觀設計類型 2025-12-10
- 徐州道路路基土工泡沫塑料(GEOFOAMEPS)價格明細 2025-12-10
- 湖南環保奢石定制價格 2025-12-10
- 龍華區二手房翻新定制方案 2025-12-10
- 鹽城防火節能保溫裝飾一體化板服務商 2025-12-10
- 蘇州當地市政公用工程合作 2025-12-10
- 青浦區現代城市公共空間聯系人 2025-12-10
- 浙江水性外墻涂料產品介紹 2025-12-10
- 新吳區附近建筑材料 2025-12-10