蘇州本地人造板銷售
(1)細木工板的質量等級分為優等品、一等品和合格品。細木工板出廠前,應在每張板背右下角加蓋不褪色的油墨標記,表明產品的類別、等級、生產廠代號、檢驗員代號;類別標記應當標明室內、室外字樣。如果這些信息沒有或者不清晰,消費者就要注意了。(2)外觀觀察,挑選表面平整,節巴、起皮少的板材;觀察板面是否有起翹、彎曲,有無鼓包、凹陷等;觀察板材周邊有無補膠、補膩子現象。查看芯條排列是否均勻整齊,縫隙越小越好。板芯的寬度不能超過厚度的2.5倍,否則容易變形。2、膨脹收縮率低,尺寸穩定,材質較鋸材均勻,不易變形開裂;蘇州本地人造板銷售
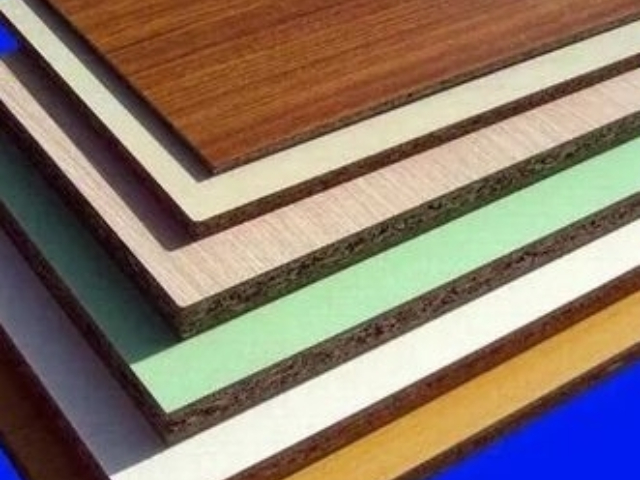
基本構成1、竹木地板地板的基材**初均為原木,采用質地堅硬、花紋美觀、不易腐爛的木材。這種以木材直接加工的所謂實木地板,由于其***的構造,至今仍然在市場上**不衰。近些年來,由于人造板的迅速發展,采用膠合板、刨花板、硬質纖維板和中密度纖維板為基材進行二次加工制造地板已日漸風行。特別是采用中密度纖維板為基材,經三聚氰胺浸漬紙貼面加工而成的所謂復合強化地板,已成為人造板結構類地板中的佼佼者。我國是竹材生產大國,有著豐富的竹類資源,因此近些年來采用竹材為基材的地板發展也相當快。竹材質地堅硬,色澤淡雅而一致,尺寸穩定而耐用,制成的地板檔次較高。徐州附近人造板銷售廠家1812年法國人發明了單板鋸切機。

干燥的熱源,大都是用蒸氣或燃燒氣體。紅外線干燥能量消耗太大,每蒸發1千克水需要5500~18000千焦;而蒸氣干燥*需4200~5000千焦。高頻干燥優點是**物料含水率高時的干燥速度快、終含水率均勻,但干燥成本過高。若與蒸氣聯合使用實現復式加熱則有利的。真空干燥不僅費用大,生產效率也低。當以蒸氣為熱源時,每蒸發1千克水分,單板干燥需1.75~2千克蒸氣,刨花干燥需1.8千克左右的蒸氣,軟質纖維板坯干燥需1.6~1.8千克蒸氣。施膠包括單板涂膠、刨花及纖維施膠。單板涂膠在歐洲仍沿用傳統的滾筒涂膠,美國自70年代起許多膠合板廠已改用淋膠。中國膠合板廠也用滾筒涂膠。淋膠方法適宜于整張化中板和自動化組坯的工藝過程。刨花及纖維施膠主要用噴膠方法。
切削加工原材料處理和產品**終加工,都要應用切削工藝,如單板的旋切、刨切,木片、刨花的切削,纖維的研磨分離,以及**終加工中的鋸截、砂磨等。將木材切削成不同形狀的單元,按一定方式重新組合為各種板材,可以改善木材的某些性質,如各向異性、不均質性、濕脹及干縮性等。大單元組成的板材力學強度較高,小單元組成的板材均質性較好。精確控制旋切單板的厚度誤差,可提高出材率2~3%。切削出的刨花形態影響刨花板的全部物理力學性能;纖維形態對纖維板的強度同樣有密切關系。板材**終的鋸切、磨削等也影響產品的規格質量。因成型時溫度和壓力不同,可以分為硬質、半硬質、軟質三種。

優點:A、細木工板握螺釘力好,強度高,具有質堅、吸聲、絕熱等特點,細木工板含水率不高,在10%—13%之間,加工簡便,用于家具、門窗及套、隔斷、假墻、暖氣罩、窗簾盒等,用途**為***。B、由于內部為實木條,所以對加工設備的要求不高,方便現場施工。缺點:A、因細木工板在生產過程中大量使用尿醛膠,甲醛釋放量普遍較高,環保標準普遍偏低,這就是為什么大部分細木工板味道刺鼻的原因。B、市面上大部分細木工板生產時偷工減料,在拼接實木條時縫隙較大,板材內部普遍存在空洞,如果在縫隙處打釘,則基本沒有握釘力。除作表面裝飾外,亦可兼做構造材料。宜興品牌人造板工廠直銷
根據成型工藝不同,可分為濕法、干法、半干法纖維板;蘇州本地人造板銷售
刨花板工廠多用單層熱壓機,中密度纖維板制造中使用單層壓機就可以實現高頻和蒸氣聯合使用的復式加熱,有利于縮短加壓周期和改善產品斷面密度的均勻性。**終加工板材從熱壓機卸出后,經過冷卻和含水率平衡階段,即進行鋸邊、砂光,硬質纖維板需經熱處理及調濕處理。過去板材鋸邊都是冷態鋸切,也用熱態鋸切法,但決不能采用熱態砂光方法,熱砂會損壞成品表面質量。根據使用要求,有些板材還需進行浸漬、油漆、復面、封邊等特殊處理。蘇州本地人造板銷售
無錫愷屹塬建筑材料有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的建筑、建材中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來 愷屹塬供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 新吳區挑選建筑裝飾材料貨源充足 2025-12-10
- 新吳區特制建筑防水卷按需定制 2025-12-10
- 梁溪區本地人造板銷售 2025-12-10
- 南通常見人造板維修價格 2025-12-10
- 新吳區常見建筑裝飾材料貨源充足 2025-12-10
- 無錫特制建筑裝飾材料廠家現貨 2025-12-10
- 惠山區國產建筑防水卷廠家現貨 2025-12-10
- 江陰本地建筑裝飾材料工廠直銷 2025-12-10
- 南通本地建筑裝飾材料按需定制 2025-12-10
- 宜興常見建筑裝飾材料貨源充足 2025-12-10
- 蘇州當地市政公用工程合作 2025-12-10
- 青浦區現代城市公共空間聯系人 2025-12-10
- 浙江水性外墻涂料產品介紹 2025-12-10
- 新吳區附近建筑材料 2025-12-10
- 惠山區現代建筑級能源管理系統單價 2025-12-10
- 上海本地住宅改造供應 2025-12-10
- 成都市無面膠合板托盤 2025-12-10
- 云南PVC石塑地板 2025-12-10
- 陜西防火門窗源頭廠家 2025-12-10
- 湛江混凝土供應商家 2025-12-10