河南反應釜用剖分式機械密封供應商
安裝過程:剖分式密封的安裝是其所有環節中技術性較強、要求較高的一步。必須嚴格按照制造商提供的安裝說明書進行,以下是通用主要注意事項:1. 軸/軸套處理:確保軸或軸套的表面光潔度、直徑和同心度符合標準。在安裝密封的軸段位置涂抹少量潤滑劑(通常與介質兼容的油脂或硅油),以減少對密封圈唇口的磨損,便于安裝。2. 靜環組件的安裝:將靜環部分(通常是帶O型圈的剖分式靜止環)小心地放入壓蓋或密封腔中。確保其安裝到位,且O型圈沒有扭曲、擠出或切邊。均勻擰緊壓蓋螺栓,確保靜環端面與軸線垂直。在污水處理設備中,剖分式機械密封耐受污水中的雜質,密封效果穩定。河南反應釜用剖分式機械密封供應商

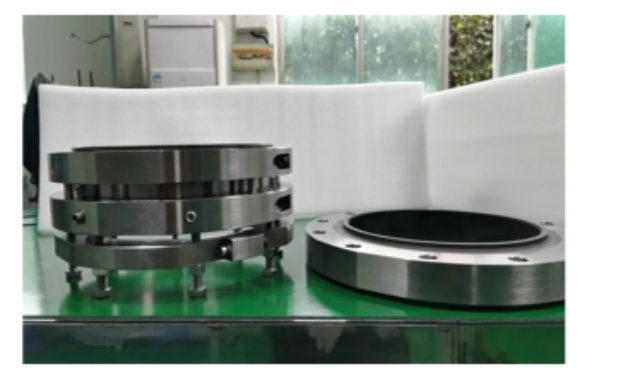
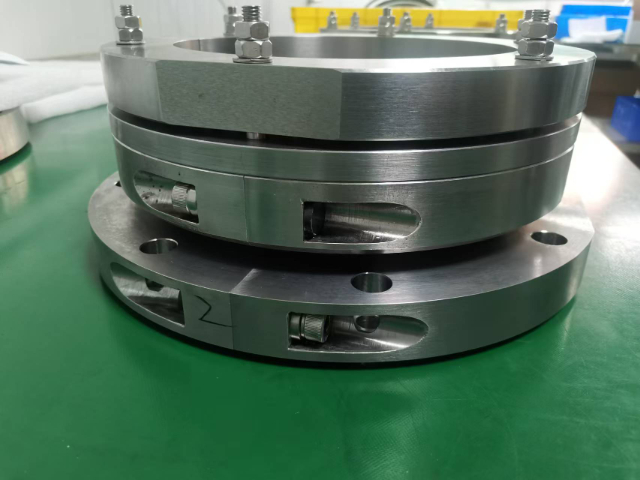
密封圈:分為動環密封圈與靜環密封圈,分別安裝在動環與軸套、靜環與殼體之間,是防止介質從密封部件與基體之間泄漏的 “二次密封”。密封圈材料需根據介質特性選擇,如丁腈橡膠(適用于油類、水)、氟橡膠(適用于強腐蝕、高溫介質)、聚四氟乙烯(適用于強酸堿介質),其截面形狀多為 O 型或矩形,以確保良好的密封性與壓縮回彈性能。定位與緊固組件:包括剖分面定位銷、拼接螺栓、卡箍等,是保證剖分部件精確對接、防止拼接處泄漏的關鍵。定位銷用于確保動環、靜環、軸套的剖分面在拼接時完全對齊,避免因錯位導致密封端面貼合不良;拼接螺栓采用強度高不銹鋼材質,通過均勻擰緊保證剖分面的密封壓力;部分大直徑密封還會采用卡箍式緊固,以簡化安裝流程,提高拆裝效率。北京剖分式機械密封規格在農業灌溉泵中,剖分式機械密封的耐泥沙性能延長了設備的維護周期。
標準化安裝流程:1. 預裝配階段:軸處理:采用砂帶打磨去除軸表面氧化層,粗糙度Ra≤0.4μm;定位基準:在軸端面加工3mm寬的定位槽,確保密封組件周向定位精度;潤滑處理:在O型圈接觸面涂抹含二硫化鉬的鋰基脂,摩擦系數降低至0.08;2. 主體安裝:采用"三段式敲擊法"確保剖分面緊密貼合:初始定位:使用銅錘輕擊密封體1/3周長,間隙控制在0.05-0.1mm;中段加固:采用液壓拉伸器施加50kN預緊力,持續10分鐘;較終校準:用激光對中儀檢測密封面平行度,誤差≤0.02mm;某造紙廠真空泵密封安裝時,通過在剖分面間嵌入0.05mm銅箔進行間隙補償,使泄漏量從15mL/h降至2mL/h。3. 輔助系統連接:沖洗系統:配置流量5-10L/min的循環裝置,壓力比密封腔高0.1-0.2MPa;冷卻系統:采用雙回路設計,確保介質溫度穩定在40-60℃;監測系統:安裝振動傳感器和溫度探頭,設置軸向位移報警閾值0.08mm。
零部件核查:確認型號匹配: 仔細核對新剖分式密封的型號、規格是否與設備完全匹配,包括軸徑、腔體尺寸、壓力等級和溫度范圍。外觀檢查: 拆開包裝后,逐一檢查所有剖分式部件(靜環、動環、彈簧、輔助密封圈等)是否有在運輸或存儲過程中造成的損傷、裂紋或變形。密封端面必須光亮如鏡,不允許有任何劃痕。注意O型圈/墊片: 檢查所有輔助密封圈(O型圈)的材質是否滿足介質要求(耐腐蝕、耐溫),并確保其彈性良好,無長久變形、老化或龜裂現象。剖分式機械密封的剖分處采用精密配合,保證了整體的密封性能。
縱觀工業發展史,每一項顛覆性技術的普及,都是人性化需求與經濟效益雙輪驅動的結果。剖分式機械密封的興起,正是這一規律的生動注腳。它響應了工業界對“降本增效”與“人本維護”的雙重呼喚,將維護人員從繁重、耗時、高風險的作業中解放出來,賦予了現代工廠運營更大的彈性與敏捷性。對于企業而言,合理選擇、正確安裝與維護剖分式機械密封,不僅能提升設備運行效率,還能降低能源消耗與環境污染,實現經濟效益與社會效益的雙贏。因此,深入理解并掌握剖分式機械密封的主要技術要點,對推動工業生產的高質量發展具有重要意義。剖分式機械密封的維護記錄需詳細保存,為后續檢修提供參考依據。河南反應釜用剖分式機械密封供應商
檢查剖分式機械密封時,需關注彈簧的彈性狀況,防止密封力不足。河南反應釜用剖分式機械密封供應商
剖分式機械密封的應用前景與發展趨勢:隨著工業技術的進步和環保要求的提高,機械密封技術正朝著高效、可靠的方向發展。剖分式機械密封作為一種先進的密封形式,在復雜工況下的應用前景十分廣闊。未來,其發展方向主要體現在以下幾個方面:材料創新:開發新型耐高溫、耐腐蝕材料,以滿足更苛刻的工作條件。智能化設計:通過引入傳感器和智能控制系統,實現對密封狀態的實時監測和調整。綠色制造:減少資源消耗和環境污染,推動機械密封技術的可持續發展。河南反應釜用剖分式機械密封供應商
- 貴州單端面剖分式機械密封批發 2025-12-08
- 河北反應釜用機械密封 2025-12-08
- 湖北雙剖分式機械密封供應 2025-12-08
- 廣西單剖分式機械密封制造商 2025-12-08
- 河北標準型剖分式機械密封現貨直發 2025-12-08
- 北京雙端面剖分式機械密封供應 2025-12-08
- 甘肅泵用剖分式機械密封廠家直銷 2025-12-08
- 天津單剖分式機械密封廠家精選 2025-12-08
- 北京全剖分式機械密封批發價格 2025-12-08
- 山東干氣密封規格 2025-12-08
- 揚州中走絲線切割生產廠家 2025-12-08
- 新疆真空熱處理行業用真空系統 2025-12-08
- 秦淮區消音器牌子 2025-12-08
- 河北機械4軸平面度檢查擺盤機維修電話 2025-12-08
- 泰州鈦反應釜現貨 2025-12-08
- 山東國產自動組裝機 2025-12-08
- 成都斗式提升機廠家 2025-12-08
- 貴州本地琛鑫輕創營實訓市場 2025-12-08
- 長寧區銷售鉸鏈操作 2025-12-08
- 貴陽高速沖壓設備聯系方式 2025-12-08