深圳四氟金屬波紋管機械密封現貨直發
機械密封的選型還可以根據工作速度來確定,可選擇的機械密封型式主要有旋轉式機械密封、靜止式機械密封、流體動壓式機械密封和非接觸式機械密封幾種。在確定工作速度后,可以按照需要選擇合適的類型。機械密封的安裝有效空間則決定了機械密封時應當采取的安裝型式,例如內裝式或外裝式。同時,安裝有效空間還決定了機械密封的彈簧性質,如多彈簧、單彈簧和波形彈簧。機械密封的工作流體特性決定了機械密封的摩擦副等部件的材質及機械密封安裝方式。適用于強酸強堿介質,如硫酸和氫氧化鈉。深圳四氟金屬波紋管機械密封現貨直發

機械密封性能影響因素:1.波紋管機械密封與大彈簧型機械密封相比,受軸套表面腐蝕的影響較小;2.波紋管機械密封的靜環是用螺栓緊固在機械密封壓蓋上。而大部分彈簧型機械密封的靜環,基本上都是依靠O形密封圈同機械密封壓蓋的過度配合,以及流體壓力與外彈簧的作用來密封,要受到壓蓋密封面的配合尺寸及腐蝕程度的影響,密封效果較差。但是,焊接金屬波紋管機械密封價格相對較高,但以單位費用的設備運轉周期來衡量,大部分的設備使用焊接波紋管機械密封要經濟得多。北京反應釜金屬波紋管機械密封市價密封性能穩定,泄漏量遠低于國家標準。
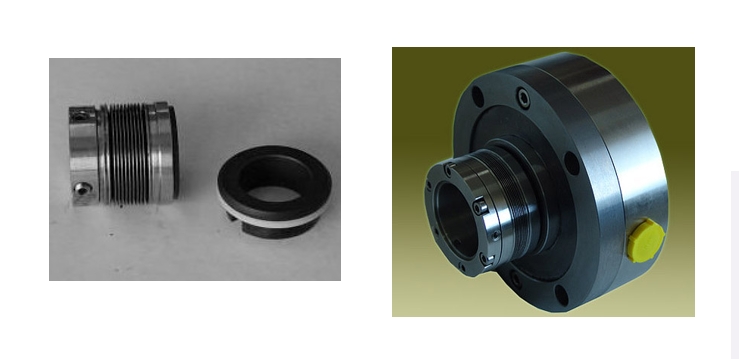
金屬漣漪管機械密封與一般機械密封的差別:焊接金屬漣漪管機械密封擁有優良的浮動性和隨機賠償性,能夠賠償密封環因磨損、軸向竄動及振動等原由此造成的泄露。焊接金屬漣漪管自己既作彈性元件又起到密封的作用,所以無需設計一般推環型彈簧式機封的動向協助密封圈,進而防止了因動向協助密封圈而造成的細微顆粒堵塞,動向協助密封不耐高溫以及有因其產生軸向摩擦阻力而降低密封賠償能力的問題。金屬漣漪管機械密封中間沒有協助密封圈,減少了一個泄露的點;同時減少了賠償機構的摩擦阻力,改良了追隨性;在石化行業中,焊接漣漪管密封使用溫度不受協助密封圈的限制;關于四氟漣漪管密封可用于腐化介質中。其弊端是有的漣漪管彈力較小,需加協助彈簧。
安裝:檢查與測量:①轉動環的移動性要求轉動環與軸之間存在一定的間隙,確保間隙為0.3至0.7毫米。②靜環是否偏心。對于泵用機械密封,靜環(彈簧座)與軸采用滑動配合,間隙非常小。如果間隙較大,靜環將偏心,不均勻的彈簧力作用在密封面上將導致泄漏或密封失效。③檢查轉動環與靜環密封面之間的配合。檢查時,使用90°方尺測量密封面相對于軸中心線的偏差。檢查和壓力測試:安裝后,旋轉體應靈活運轉,并具有一定的靈活性。重要設備用機械密封必須進行靜壓和動壓測試。通過測試后,方可投入使用。表面粗糙度控制在Ra0.2以下確保密封性。
機械密封的缺點:(1)如結構比填料密封復雜,加工精度要求高,并要求一定的安裝技術等,特別是干氣密封的安裝要求更高。而且密封技術發展的很快,新技術不斷出現給我們維修帶來了新的課題。(2)結構復雜、拆裝不便。與其它密封比較,機械端面密封的零件數目多,要求精密,結構復雜。特別是在裝配方面較困難,拆裝時要從軸端抽出密封環,必須把機器部分(聯軸器)或全部拆卸。這一問題目前已作了某些改進,例如采用拆裝方便并可保證裝配質量的剖分式和集裝式機械密封等。密封面可加工成錐形結構改善流體動壓。貴州耐低溫金屬波紋管機械密封耐壓多少
金屬波紋管抗疲勞性強,可承受頻繁啟停。深圳四氟金屬波紋管機械密封現貨直發
機械密封作過程中應注意的事項:安裝說明:a.安裝過程中應特別注意避免安裝偏差。(1)緊固蓋應與聯軸器對齊后安裝,螺栓應均勻擰緊,以防止蓋端面偏離。用塞尺檢查每個點,誤差不應超過0.05毫米。(2)檢查緊固蓋與軸或軸套外徑之間的配合間隙(即同軸度),應在所有側面均勻。用塞尺檢查每個點,允許偏差不應超過0.01毫米。b.彈簧的壓縮量應按規定的要求進行,不允許過大或過小。誤差應在2.00毫米以內。過大會增加端面壓力比,加速端面磨損。過小會導致壓力比不足,無法實現密封效果。c.安裝運動環后,確保其能在軸上靈活移動。運動環應被壓向彈簧并應自動回彈。深圳四氟金屬波紋管機械密封現貨直發
- 山西泵用干氣密封參考價 2025-12-07
- 搪瓷釜用機械密封價格 2025-12-07
- 河北集裝式干氣密封定制 2025-12-07
- 湖北單端面干氣密封標準 2025-12-07
- 廣東搪瓷釜用機械密封市價 2025-12-07
- 山東閉式釜用機械密封規格 2025-12-07
- 串聯式干氣密封供應商 2025-12-07
- 重慶干氣密封類型 2025-12-07
- 波紋管干氣密封非標定制 2025-12-07
- 山東標準型剖分式機械密封參考價 2025-12-07
- 寶山區不銹鋼風管大小 2025-12-07
- 陜西個性化土石方工程施工預算 2025-12-07
- 甘肅如何定制鐵路箱梁自動生產線批發價格 2025-12-07
- 徐匯區自制離心機銷售廠家 2025-12-07
- 河北正規HIROTAKA聯系人 2025-12-07
- 江西客控方案是什么 2025-12-07
- 鎮江小型鉆攻中心主要廠家 2025-12-07
- 宜興購買礦山機械模鍛件網上價格 2025-12-07
- 徐州自動化裝配線以客為尊 2025-12-07
- 電解液成膜添加劑VC中動態錯流旋轉陶瓷膜設備答疑解惑 2025-12-07