張家港銷售直線電機供應商
感應式:行波磁場切割次級導電部分,產生感應電流(渦流),與磁場相互作用形成電磁推力。永磁同步式:行波磁場與次級永磁體磁場相互作用,直接產生推力。運動控制:通過改變供電頻率調節速度,供電電壓/電流調節推力,相序改變運動方向。二、**優勢結構簡化:無需中間轉換機構,系統體積和重量大幅降低。高精度定位:直接傳動消除機械誤差,配合微機控制可實現納米級定位。快速響應:動子與定子無接觸(磁懸浮支撐),摩擦阻力小,靈敏度和隨動性優異。結構簡單,適用于短行程、高精度場景(如半導體制造)。張家港銷售直線電機供應商
如日本安川公司新近研制的多工序自動數控車床用5軸可控式電磁高速主軸采用兩個徑向電磁軸承和一個軸向推力電磁軸承,可在任意方向上承受機床的負載。在軸的中間,除配有高速電動機以外,還配有與多工序自動數控車床相適應的工具自動交換機構。圓柱形00:49直線電機:從無鐵心到圓柱形,運動更平穩、精細圓柱形動磁體直線電機動子是圓柱形結構。沿固定著磁場的圓柱體運動。這種電機是**初發現的商業應用但是不能使用于要求節省空間的平板式和U 型槽式直線電機的場合。張家港銷售直線電機供應商長壽命低維護:無機械磨損部件,運行穩定,維護成本低。

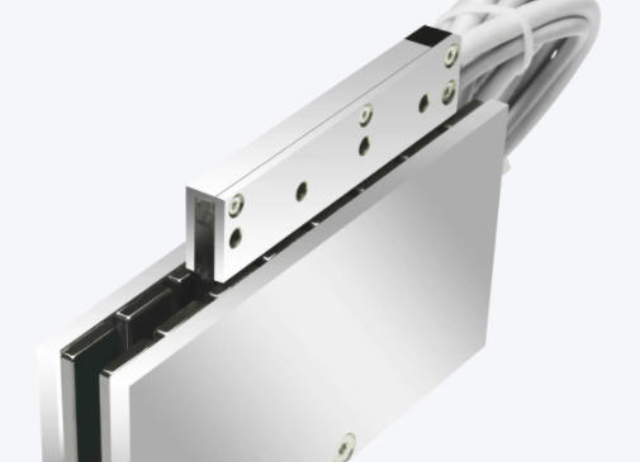
U型槽式U 型槽式直線電機有兩個介于金屬板之間且都對著線圈動子的平行磁軌。動子由導軌系統支撐在兩磁軌中間。動子是非鋼的,意味著無吸力且在磁軌和推力線圈之間無干擾力產生。非鋼線圈裝配具有慣量小,允許非常高的加速度。線圈一般是三相的,無刷換相。可以用空氣冷卻法冷卻電機來獲得性能的增強。也有采用水冷方式的。這種設計可以較好地減少磁通泄露因為磁體面對面安裝在U形導槽里。這種設計也**小化了強大的磁力吸引帶來的傷害。
1993年,德國ZxCell-O公司推出了世界上***個由直線電機驅動的工作臺HSC-240型高速加工中心,機床主軸比較高速達到24000r/min,比較大進給速度為60m/min,加速度達到1g,當進給速度為 20m/min時,其輪廓精度可達0.004mm。美國的Ingersoll公司緊接著推出了HVM-800型高速加工中心,主軸最高轉速為 20000r/min,比較大進給速度為75.20m/min。1996年開始,日本相繼研制成功采用直線電機的臥式加工中心、高速機床、超高速小型加工中心、超精密鏡面加工機床、高速成形機床等。支持空氣或水冷,適用于高速、長行程應用(如物流輸送)。
直線電機的驅動控制技術一個直線電機應用系統不僅要有性能良好的直線電機,還必須具有能在安全可靠的條件下實現技術與經濟要求的控制系統。隨著自動控制技術與微計算機技術的發展,直線電機的控制方法越來越多。對直線電機控制技術的研究基本上可以分為三個方面:一是傳統控制技術,二是現代控制技術,三是智能控制技術。傳統的控制技術如PID反饋控制、解耦控制等在交流伺服系統中得到了廣泛的應用。其中PID控制蘊涵動態控制過程中的信息,具有較強的魯棒性,是交流伺服電機驅動系統中**基本的控制方式。磁懸浮列車:利用直線電機實現懸浮和驅動,減少摩擦,提高速度與能效。蘇州品牌直線電機廠家直銷
低維護:由于沒有機械傳動部件,磨損較小,維護成本低。張家港銷售直線電機供應商
為了提高生產力和改善加工質量,超高速、超高精度加工是關鍵。目前對數控機床的進給速度要求已從6~8m/min提高到大于50~60m/min,加速度要求達到1~5g。這個指標對具有中間傳動和變換環節的傳統進給驅動系統是無法實現的,因而需要尋找一種新的執行機構。這就使得新一代直線電動機進給驅動系統應運而生。20世紀末以來,從世界四大國際機床展表明,直線電動機直接驅動不斷應用于數控機床、加工中心、壓力機等是一種趨勢。直線電動機驅動具有高推力、高速、高精度、平滑進給運動等特性。機床進給系統采用直線同步電動機直接驅動。張家港銷售直線電機供應商
蘇州璨一機電科技有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在江蘇省等地區的電工電氣中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,璨一供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 工業園區智能化線性模組廠家直銷 2025-12-06
- 張家港國產線性模組現貨 2025-12-06
- 虎丘區節能精密平臺廠家直銷 2025-12-06
- 工業園區品牌線性模組銷售廠 2025-12-05
- 虎丘區國產直線電機規格尺寸 2025-12-05
- 常熟智能化線性模組銷售 2025-12-05
- 相城區常規直線電機供應商 2025-12-05
- 姑蘇區智能化直線電機現貨 2025-12-05
- 江蘇國產精密平臺規格尺寸 2025-12-05
- 張家港特色直線電機哪里買 2025-12-05
- 珠海可調式工業電源報價 2025-12-06
- 寶山區智能化斷路器性能 2025-12-06
- 臺州直流泄漏測試儀廠家地址 2025-12-06
- 商河節能變壓器云控終端銷售公司 2025-12-06
- 陜西YINRONG光伏熔斷器批量定制 2025-12-06
- 雅安機械TE-II系列母線槽 2025-12-06
- 甘肅船舶BMS 2025-12-06
- 國際電網一體化電源生產廠家一體化電源廠家 2025-12-06
- 南京特制制冷空調設備銷售廠家 2025-12-06
- 新吳區標準激光打標機廠家供應 2025-12-06