惠山區安裝工裝夾具保養
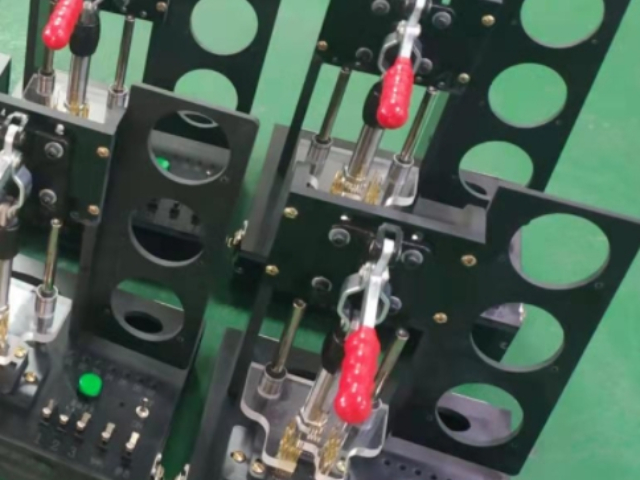
2)點固焊后,松開快撤式螺旋夾緊器件,拔出插銷,取下進行焊接;(3)將焊件再放置于夾具體上,由擋銷、擋板將焊件定位,由螺旋夾緊器夾緊焊件;之后將螺母M6和喇叭支座的組件放置焊件之上并由螺旋夾緊機構上的錐頭銷釘和螺旋夾緊機構的壓板上的開的凹槽來定位由螺旋夾緊機構夾緊;光纖研磨夾具(4)對螺母M6和喇叭支座的組件與撐桿進行三面焊,然后松開所有螺旋夾緊器,夾緊螺母M6和喇叭支座的組件的螺旋夾緊機構的壓板被彈簧彈起,其上的定位錐頭銷釘隨之脫離焊件,然后將壓板推出使一端脫離螺旋夾緊機構螺柱,將壓板旋轉到焊件一邊,之后取出焊件。它們在工業生產中起著至關重要的作用,能夠提高生產效率、保證加工精度和一致性。惠山區安裝工裝夾具保養
夾具又稱卡具。從廣義上說,在工藝過程中的任何工序,用來迅速、方便、安全地安裝工件的裝置,都可稱為夾具。例如焊接夾具、檢驗夾具、裝配夾具、機床夾具等。其中機床夾具**為常見,常簡稱為夾具。在機床上加工工件時,為使工件的表面能達到圖紙規定的尺寸、幾何形狀以及與其他表面的相互位置精度等技術要求,加工前必須將工件裝好(定位)、夾牢(夾緊)。應用機床夾具,有利于保證工件的加工精度、穩定產品質量;有利于提高勞動生產率和降低成本;有利于改善工人勞動條件,保證安全生產;有利于擴大機床工藝范圍,實現“一機多用”。江陰購買工裝夾具維保在車床、銑床、磨床等機床上使用工裝夾具,確保工件在加工過程中的穩定性和精度。
(4)柔性化 機床夾具的柔性化與機床的柔性化相似,它是指機床夾具通過調整、組合等方式,以適應工藝可變因素的能力。工藝的可變因素主要有:工序特征、生產批量、工件的形狀和尺寸等。具有柔性化特征的新型夾具種類主要有:組合夾具、通用可調夾具、成組夾具、模塊化夾具、數控夾具等。為適應現代機械工業多品種、中小批量生產的需要,擴大夾具的柔性化程度,改變**夾具的不可拆結構為可拆結構,發展可調夾具結構,將是當前夾具發展的主要方向。 [3]
2、夾緊裝置用于夾緊工件,在切削時使工件在夾具中保持既定位置。3、對刀、引導元件或裝置這些元件的作用是保證工件與刀具之間的正確位置。用于確定刀具在加工前正確位置的元件,稱為對刀元件,如對刀塊。用于確定刀具位置并導引刀具進行加工的元件,稱為導引元件。4、連接元件使夾具與機床相連接的元件,保證機床與夾具之間的相互位置關系。5、夾具體用于連接或固定夾具上各元件及裝置,使其成為一個整體的基礎件。它與機床有關部件進行連接、對定,使夾具相對機床具有確定的位置。工裝夾具的設計和選擇需要根據工件的形狀、尺寸、加工要求以及加工設備的特性來確定,以實現固定效果。
這種軸承座夾具可以用來準確的確定加工工件與道具的相對位置,也就是可以將需要加工的工件進行加緊,這樣就可以完成在工件加工的過程之中所需要進行的運動。由于軸承座夾具在軸承座生產過程之中起到了非常重要的作用,因此軸承座夾具設計圖的繪制也非常重要。(1)將序4發動機襯管兩件按照“撐桿焊接組合”圖裝配到序1撐桿上,并將其放置于夾具體上,由擋銷、擋板將序1撐桿定位,由螺旋夾緊器夾緊序1撐桿;同時由插銷將序4發動機襯管兩件定位,由快撤式螺旋夾緊器件將其夾緊;工裝,即工藝裝備:指制造過程中所用的各種工具的總稱。新吳區直銷工裝夾具維保
應用機床夾具,有利于保證工件的加工精度、穩定產品質量;惠山區安裝工裝夾具保養
1)能迅速而方便地裝備新產品的投產,以縮短生產準備周期,降低生產成本;2)能裝夾一組具有相似性特征的工件;3)能適用于精密加工的高精度機床夾具;4)能適用于各種現代化制造技術的新型機床夾具;5)采用以液壓站等為動力源的高效夾緊裝置,以進一步減輕勞動強度和提高勞動生產率;6)提高機床夾具的標準化程度。2、現代機床夾具的發展方向現代機床夾具的發展方向主要表現為標準化、精密化、高效化和柔性化等四個方面。(1)標準化 機床夾具的標準化與通用化是相互聯系的兩個方面。我國已有夾具零件及部件的國家標準:GB/T2148~T2259-91以及各類通用夾具、組合夾具標準等。機床夾具的標準化,有利于夾具的商品化生產,有利于縮短生產準備周期,降低生產總成本。惠山區安裝工裝夾具保養
無錫瑞谷量儀科技有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在江蘇省等地區的機械及行業設備中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同瑞谷供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 錫山區國內車身夾具直銷價 2025-12-09
- 錫山區比較好的工裝夾具廠家電話 2025-12-09
- 新吳區哪里有焊接夾具工廠直銷 2025-12-09
- 無錫哪里有焊接夾具工廠直銷 2025-12-09
- 江陰安裝焊接夾具工廠直銷 2025-12-09
- 新吳區安裝電控夾具直銷價 2025-12-09
- 新吳區國內車身夾具維保 2025-12-09
- 江陰直銷車身夾具售價 2025-12-09
- 江陰銷售工裝夾具直銷價 2025-12-09
- 徐州直銷車身夾具保養 2025-12-09
- 安徽重型物料SMT下板機故障排查方法 2025-12-09
- 上海鈑金折彎機批發價格 2025-12-09
- 常州封口沖壓外圈軸承價格 2025-12-09
- 哪些智能倉儲管理系統特點 2025-12-09
- 福建本地齒輪供應商 2025-12-09
- 寶山區銷售直線軸承銷售廠家 2025-12-09
- 錫山區本地機器人工作站 2025-12-09
- 北京醫療隔離機設備 2025-12-09
- 貴州實驗室通風工程一體化 2025-12-09
- 中國電科8英寸管式爐擴散爐 2025-12-09