鄭州交換臺臥式加工中心
高精度臥式加工中心的較大優點就是其高精度。高精度臥式加工中心采用了先進的數控技術和精密的機床結構設計,使得加工過程中的誤差降到了較低。這種高精度不僅體現在加工精度上,還體現在加工穩定性和重復定位精度上。高精度臥式加工中心的加工精度可以達到±0.001mm,甚至更高,滿足了現代制造業對于高精度加工的需求。高精度臥式加工中心的另一個明顯優點是高效率。高精度臥式加工中心采用了高速切削技術,可以在短時間內完成大量的加工任務。同時,高精度臥式加工中心還具有自動換刀功能,可以實現快速換刀,減少了換刀時間,提高了加工效率。此外,高精度臥式加工中心還具有自動測量、自動補償等功能,可以實時監控加工過程,確保加工質量,進一步提高了加工效率。臥式加工中心的高加工精度和高效率,有利于提高產品的質量和生產效率。鄭州交換臺臥式加工中心
數控臥式加工中心的自動化程度高,可以減少人工操作,節省人力成本。傳統的機械加工設備需要大量的操作工人,而數控臥式加工中心只需要少量的操作人員進行監控和維護。這不僅可以降低企業的人力成本,還可以提高員工的工作環境,提高員工的工作滿意度。數控臥式加工中心的精度高,可以減少材料浪費。在傳統的機械加工過程中,由于操作人員的技術水平和經驗的差異,很容易造成材料的浪費。而數控臥式加工中心可以通過精確的計算和控制,實現精確的加工,減少材料浪費。這對于企業來說,不僅可以降低成本,還可以提高資源利用率,實現綠色制造。海口安全臥式加工中心臥式加工中心可以通過工作臺的旋轉來實現四軸或五軸聯動,以滿足復雜曲面零件的加工需求。
高速臥式加工中心的床身、立柱、工作臺等主要部件均采用強度高的鑄鐵材料,經過嚴格的熱處理和時效處理,確保了機床的穩定性和剛性。此外,高速臥式加工中心還采用了先進的導軌技術,如直線滾動導軌、靜壓導軌等,進一步提高了機床的精度和承載能力。高速臥式加工中心的主軸采用高精度的軸承和主軸電機,確保了主軸的高速旋轉和穩定性。同時,主軸還配備了自動換刀系統,可以實現快速換刀,提高了加工效率。高速臥式加工中心的進給系統采用高精度的滾珠絲杠和直線導軌,確保了刀具的精確移動。此外,進給系統還采用了閉環控制技術,可以實現對進給速度的精確控制,進一步提高了加工精度。高速臥式加工中心的控制系統采用先進的數控系統,可以實現對機床各部件的精確控制。通過數控系統的編程功能,可以實現復雜曲面、曲線等零件的加工,提高了加工精度和效率。
大型臥式加工中心具有以下明顯的性能特點——高剛性:大型臥式加工中心采用強度高的鑄鐵材料制成的床身,具有良好的剛性和抗震性,確保機床在高速切削過程中的穩定性。高精度:大型臥式加工中心采用高精度的滑動導軌結構和高速電主軸,實現對工件的高精度加工。同時,數控系統的高性能計算機控制系統,確保了機床的高速、高精度控制。高自動化:大型臥式加工中心采用自動換刀系統和自動測量系統,實現了對刀具和工件的自動更換和測量,提高了生產效率。高靈活性:大型臥式加工中心采用模塊化設計,可以根據不同的加工需求,靈活配置各種功能模塊,滿足各種復雜零件的加工需求。臥式加工中心具有自動測量功能,可以實時監測加工過程中的尺寸和形狀,確保加工精度。

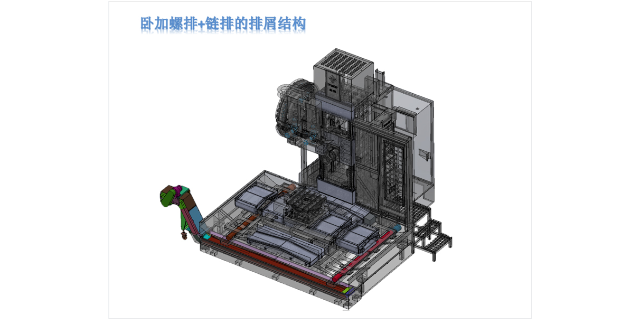
臥式加工中心的結構設計天生適配大型、重型零件的加工需求。其水平布置的主軸與穩固的工作臺形成了均衡的受力體系,床身與立柱采用強度材料鑄造而成,經過精密加工與時效處理,具備極強的剛性與穩定性,能夠有效承受重型工件的重量與加工過程中產生的切削力。工作臺的承載面經過精細研磨,平整度與承載均勻性優異,可平穩支撐體積龐大、重量較大的工件,避免加工過程中因工件變形或振動導致的精度偏差。相較于其他類型的加工設備,臥式加工中心在處理大型箱體類、框架類、底座類零件時,無需拆分工件加工,可實現整體加工,既保證了零件的整體精度,又避免了拆分加工帶來的裝配誤差,極大拓展了重型機械、工程機械等行業的加工邊界。臥式加工中心的主要結構包括床身、主軸箱、工作臺、導軌、刀庫和數控系統等。杭州多功能臥式加工中心
臥式加工中心主要由床身、主軸箱、工作臺、立柱、刀庫、數控系統等部分組成。鄭州交換臺臥式加工中心
在臥式加工中心的切削過程中,切削參數的選擇對加工質量和效率具有重要影響。切削參數主要包括切削速度、進給速度、切削深度和切削寬度等。切削速度:切削速度是指刀具旋轉的速度,單位為米/分鐘(m/min)。切削速度的選擇需要根據工件材料、刀具材料、刀具壽命等因素綜合考慮。一般來說,切削速度越高,切削力越小,但切削速度過高容易導致刀具磨損過快和工件變形。進給速度:進給速度是指刀具或工件在切削過程中的移動速度,單位為毫米/分鐘(mm/min)。進給速度的選擇需要根據工件材料、刀具材料、刀具壽命等因素綜合考慮。一般來說,進給速度越高,切削效率越高,但進給速度過高容易導致刀具磨損過快和工件變形。切削深度:切削深度是指刀具在一次切削過程中切入工件的深度,單位為毫米(mm)。切削深度的選擇需要根據工件材料、刀具材料、刀具壽命等因素綜合考慮。一般來說,切削深度越大,切削效率越高,但切削深度過大容易導致刀具磨損過快和工件變形。鄭州交換臺臥式加工中心
- 廣東模具五軸聯動加工機 2025-12-09
- 四川大型臥式加工中心 2025-12-09
- 西藏機床臥式加工中心 2025-12-09
- 西藏精密臥式加工中心 2025-12-09
- 南京大型臥式加工中心 2025-12-09
- 上海小型五軸聯動加工機 2025-12-09
- 云南專業臥式加工中心 2025-12-09
- 福建精密臥式加工中心 2025-12-09
- 江西高精度五軸聯動加工機 2025-12-09
- 廣州節能臥式加工中心 2025-12-09
- 杭州大型成套設備 2025-12-09
- 安徽重型物料SMT下板機故障排查方法 2025-12-09
- 上海鈑金折彎機批發價格 2025-12-09
- 常州封口沖壓外圈軸承價格 2025-12-09
- 哪些智能倉儲管理系統特點 2025-12-09
- 福建本地齒輪供應商 2025-12-09
- 寶山區銷售直線軸承銷售廠家 2025-12-09
- 錫山區本地機器人工作站 2025-12-09
- 北京醫療隔離機設備 2025-12-09
- 貴州實驗室通風工程一體化 2025-12-09