河北車(chē)間全自動(dòng)熱熔對(duì)接機(jī)焊接方案
不同種類(lèi)的塑料管材具有不同的熔融特性,如PVC、PE、PP等材料的熔點(diǎn)差異較大。全自動(dòng)熱熔對(duì)接機(jī)通過(guò)預(yù)設(shè)的程序參數(shù),能夠自動(dòng)識(shí)別管材材質(zhì)并調(diào)整相應(yīng)的熔融溫度。在高溫作用下,管道端面的塑料逐漸軟化并形成粘稠狀態(tài),此時(shí)通過(guò)精密控制的軸向壓力,使兩個(gè)待連接的管端緊密貼合。在壓力作用下,熔融狀態(tài)下的塑料分子發(fā)生擴(kuò)散運(yùn)動(dòng),跨越界面形成互穿網(wǎng)絡(luò)結(jié)構(gòu),從而實(shí)現(xiàn)分子級(jí)別的牢固結(jié)合。這種擴(kuò)散焊接的原理保證了連接處的強(qiáng)度不低于管材本體,甚至在某些情況下優(yōu)于母材性能。品質(zhì)全自動(dòng)熱熔對(duì)接機(jī)供應(yīng)選擇世旼偉德(無(wú)錫)機(jī)械制造有限公司,需要可以電話(huà)聯(lián)系我司哦!河北車(chē)間全自動(dòng)熱熔對(duì)接機(jī)焊接方案

控制器:控制器是全自動(dòng)多角度熔接機(jī)的“大腦”,負(fù)責(zé)整個(gè)設(shè)備的運(yùn)行控制和邏輯管理。常見(jiàn)的控制器有可編程邏輯控制器(PLC)和工業(yè)計(jì)算機(jī)(IPC)。PLC具有可靠性高、抗干擾能力強(qiáng)、編程簡(jiǎn)單等優(yōu)點(diǎn),適用于大多數(shù)常規(guī)的熔接控制任務(wù);而IPC則具有更強(qiáng)的數(shù)據(jù)處理能力和圖形化界面,適合復(fù)雜的工藝控制和人機(jī)交互要求較高的場(chǎng)合。控制器接收來(lái)自操作人員的指令和各種傳感器的信號(hào),按照預(yù)設(shè)的程序控制設(shè)備的各個(gè)環(huán)節(jié)動(dòng)作,如加熱時(shí)間、壓力大小、移動(dòng)速度等。北京石油全自動(dòng)熱熔對(duì)接機(jī)價(jià)格需要全自動(dòng)熱熔對(duì)接機(jī)供應(yīng)建議選世旼偉德(無(wú)錫)機(jī)械制造有限公司。

管道夾緊與對(duì)齊階段:首先將待連接的兩根塑料管道分別固定在設(shè)備的固定夾具和移動(dòng)夾具上。設(shè)備的夾緊系統(tǒng)采用液壓或機(jī)械夾緊方式,確保管道在后續(xù)操作中不會(huì)發(fā)生位移。隨后,對(duì)齊系統(tǒng)通過(guò)高精度的導(dǎo)向機(jī)構(gòu)和位移傳感器,調(diào)整兩根管道的同軸度,使管道的端面完全對(duì)齊,偏差控制在規(guī)定范圍內(nèi)(通常不超過(guò) 0.1mm)。這一步是保證對(duì)接質(zhì)量的基礎(chǔ),若管道對(duì)齊偏差過(guò)大,會(huì)導(dǎo)致后續(xù)加熱不均勻,對(duì)接接頭出現(xiàn)應(yīng)力集中,影響使用壽命。端面銑削階段:管道對(duì)齊后,啟動(dòng)銑削裝置,利用高速旋轉(zhuǎn)的銑刀對(duì)兩根管道的端面進(jìn)行銑削加工。銑削的目的是去除管道端面的氧化層、雜質(zhì)以及切割時(shí)產(chǎn)生的毛刺,使管道端面達(dá)到平整、光滑、垂直于管道軸線(xiàn)的要求。銑削過(guò)程中,設(shè)備會(huì)自動(dòng)控制銑刀的進(jìn)給速度和切削深度,確保銑削后的端面粗糙度符合工藝標(biāo)準(zhǔn)(一般 Ra 值不超過(guò) 3.2μm)。銑削完成后,移開(kāi)銑刀,此時(shí)需注意保持管道端面的清潔,避免二次污染。
全自動(dòng)熱熔對(duì)接機(jī)是利用熱塑性塑料管道的熱塑性特征,通過(guò)加熱板對(duì)管道兩端進(jìn)行加熱融化,待融化達(dá)到規(guī)定要求后,迅速移開(kāi)加熱板,將兩管道熔融端施壓對(duì)接,使熔融部分充分融合,冷卻后形成牢固、密封的連接接頭的特用設(shè)備。與半自動(dòng)或手動(dòng)熱熔對(duì)接機(jī)相比,全自動(dòng)熱熔對(duì)接機(jī)實(shí)現(xiàn)了從管道夾緊、對(duì)齊、加熱、熔融對(duì)接、保壓冷卻等整個(gè)流程的自動(dòng)化控制,無(wú)需人工過(guò)多干預(yù),極大地減少了人為因素對(duì)對(duì)接質(zhì)量的影響。其適用的管道材質(zhì)主要包括聚乙烯(PE)、聚丙烯(PPR、PPH)、聚丁烯(PB)等熱塑性塑料管道,適用的管道直徑范圍普遍,從較小的 20mm 家用管道到數(shù)米的大型工業(yè)管道均可覆蓋,具體范圍因設(shè)備型號(hào)和規(guī)格而異。在壓力等級(jí)方面,可滿(mǎn)足不同工程對(duì)管道壓力的要求,從低壓的農(nóng)業(yè)灌溉管道到中高壓的燃?xì)狻⒒ぽ斔凸艿溃芴峁┓€(wěn)定可靠的連接方案。品質(zhì)全自動(dòng)熱熔對(duì)接機(jī)供應(yīng),選世旼偉德(無(wú)錫)機(jī)械制造有限公司,有需要可以電話(huà)聯(lián)系我司哦。
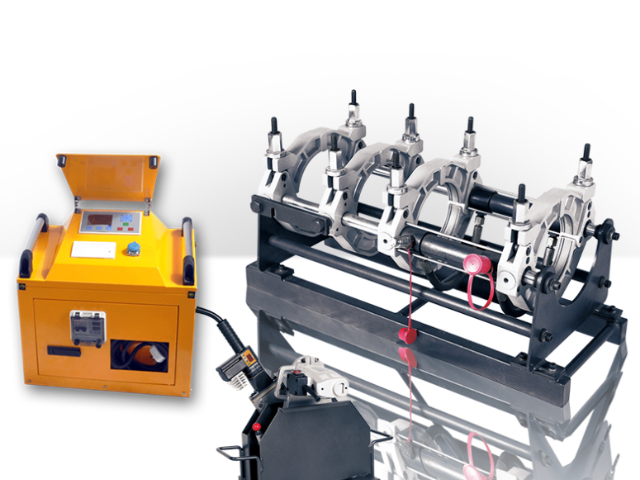
全自動(dòng)熱熔對(duì)接機(jī)的結(jié)構(gòu)復(fù)雜,集成了機(jī)械、液壓、電氣、控制等多個(gè)系統(tǒng),各系統(tǒng)協(xié)同工作,確保設(shè)備的穩(wěn)定運(yùn)行和對(duì)接質(zhì)量的可靠性。其主要結(jié)構(gòu)組成包括機(jī)身框架、夾緊系統(tǒng)、對(duì)齊系統(tǒng)、銑削系統(tǒng)、加熱系統(tǒng)、液壓系統(tǒng)、電氣控制系統(tǒng)以及輔助系統(tǒng)等。機(jī)身框架是設(shè)備的基礎(chǔ)支撐結(jié)構(gòu),主要由質(zhì)優(yōu)鋼材焊接而成,具有足夠的強(qiáng)度和剛度,以承受設(shè)備在工作過(guò)程中產(chǎn)生的夾緊力、對(duì)接壓力等載荷,確保設(shè)備的穩(wěn)定性和精度。機(jī)身框架的設(shè)計(jì)需考慮設(shè)備的整體布局,合理安排各系統(tǒng)的安裝位置,便于操作和維護(hù)。同時(shí),框架表面通常采用噴涂處理,具有良好的防銹、耐腐蝕性能,適應(yīng)不同的工作環(huán)境(如戶(hù)外施工現(xiàn)場(chǎng)、化工車(chē)間等)。品質(zhì)全自動(dòng)熱熔對(duì)接機(jī)供應(yīng),選世旼偉德(無(wú)錫)機(jī)械制造有限公司,需要可以電話(huà)聯(lián)系我司哦!全自動(dòng)熱熔對(duì)接機(jī)廠(chǎng)家
需要全自動(dòng)熱熔對(duì)接機(jī)供應(yīng)可以選世旼偉德(無(wú)錫)機(jī)械制造有限公司。河北車(chē)間全自動(dòng)熱熔對(duì)接機(jī)焊接方案
隨著人工智能技術(shù)和機(jī)器學(xué)習(xí)算法的發(fā)展,未來(lái)的全自動(dòng)多角度熔接機(jī)將具備更高的智能化水平。設(shè)備能夠自動(dòng)識(shí)別工件的類(lèi)型和特征,根據(jù)預(yù)設(shè)的知識(shí)庫(kù)自動(dòng)選擇比較好的熔接工藝參數(shù)。同時(shí),通過(guò)對(duì)大量生產(chǎn)數(shù)據(jù)的分析和學(xué)習(xí),設(shè)備還可以不斷優(yōu)化自身的性能,提高熔接質(zhì)量和生產(chǎn)效率。例如,利用機(jī)器視覺(jué)技術(shù)對(duì)工件進(jìn)行實(shí)時(shí)檢測(cè),自動(dòng)糾正工件的位置偏差;通過(guò)數(shù)據(jù)分析預(yù)測(cè)設(shè)備的故障隱患,提前進(jìn)行維護(hù)保養(yǎng),避免停機(jī)時(shí)間的損失。為了滿(mǎn)足市場(chǎng)對(duì)多樣化產(chǎn)品的需求,全自動(dòng)多角度熔接機(jī)將朝著多功能一體化的方向發(fā)展。一臺(tái)設(shè)備不僅可以實(shí)現(xiàn)多種材料的熔接,還可以集成切割、打磨、鉆孔等其他加工功能。這樣可以減少生產(chǎn)過(guò)程中的設(shè)備切換次數(shù),提高生產(chǎn)效率和生產(chǎn)靈活性。例如,在一些小型五金制品的生產(chǎn)中,同一臺(tái)設(shè)備既可以完成金屬零件的切割和鉆孔,又可以進(jìn)行焊接和表面處理,大幅度縮短了生產(chǎn)周期。河北車(chē)間全自動(dòng)熱熔對(duì)接機(jī)焊接方案
- 海南核電管道焊接機(jī) 2025-11-12
- 山東進(jìn)口焊接機(jī) 2025-11-12
- 非標(biāo)電熔焊機(jī)維修 2025-11-12
- 非標(biāo)焊接機(jī)哪家強(qiáng) 2025-11-12
- 非標(biāo)電熔焊機(jī)規(guī)格尺寸 2025-11-12
- 球閥焊接機(jī)哪家好 2025-11-12
- 海南本地焊接機(jī) 2025-11-12
- 微型電熔焊機(jī) 2025-11-12
- 海南焊接機(jī)國(guó)家標(biāo)準(zhǔn) 2025-11-12
- PPH管焊接機(jī)維修 2025-11-12
- 重慶正負(fù)壓泄漏測(cè)試儀價(jià)格 2025-12-09
- 江西工業(yè)機(jī)械手直銷(xiāo)價(jià) 2025-12-09
- 無(wú)錫購(gòu)買(mǎi)不銹鋼卷銷(xiāo)售價(jià)格 2025-12-09
- 四川AOI檢測(cè)歡迎選購(gòu) 2025-12-09
- 南京國(guó)產(chǎn)燃料電池車(chē)用儲(chǔ)氫模擬設(shè)備推薦廠(chǎng)家 2025-12-09
- 云南氣動(dòng)隔膜泵推薦廠(chǎng)家 2025-12-09
- 北京硅膠密封板框過(guò)濾器生產(chǎn)廠(chǎng)家 2025-12-09
- 安徽鋼絲網(wǎng)批發(fā)廠(chǎng)家 2025-12-09
- 上海金屬切削機(jī)床制造市場(chǎng) 2025-12-09
- 本地真空(負(fù)壓)排水系統(tǒng)參考價(jià) 2025-12-09