5754鋁卷一噸
冷軋工藝是決定鋁卷精度與表面質量的關鍵環節,其流程主要包括鑄錠加熱、熱軋開坯、冷軋軋制、退火處理四大步驟。首先,鋁錠經均熱爐加熱至 400-500℃,確保內部組織均勻后進入熱軋機,軋制成厚度 8-12 毫米的熱軋卷;隨后,熱軋卷經酸洗去除表面氧化皮,送入冷軋機進行多道次軋制,通過控制軋制速度(300-800 米 / 分鐘)和壓下量(每道次 5%-15%),將厚度準確控制在 0.2-3.0 毫米范圍內。為消除軋制過程中產生的內應力,冷軋后的鋁卷需在退火爐中進行低溫退火處理,溫度控制在 300-350℃,保溫 2-4 小時,使鋁卷的硬度降至 HV40-60,韌性提升 30% 以上。較終成品鋁卷的尺寸公差可控制在 ±0.02 毫米內,表面粗糙度 Ra≤0.8 微米,滿足高精度加工需求。家電行業中,鋁卷被用于制作冰箱側板、空調外殼等部件,既美觀又能起到散熱作用。5754鋁卷一噸

鋁卷在汽車制造領域的應用日益廣,成為汽車輕量化的關鍵材料,主要用于車身覆蓋件、內飾件、散熱系統等部件。車身覆蓋件如車門、引擎蓋等采用厚度 0.8-1.2 毫米的 6xxx 系鋁卷,經沖壓成型后,可使車身重量減輕 30% 以上,降低燃油消耗和尾氣排放;內飾件如儀表盤、門板等選用 3xxx 系或 5xxx 系鋁卷,通過噴涂或包覆處理,提升內飾質感和耐用性;散熱系統中的散熱器芯體、冷凝器等部件則采用 1xxx 系高導電導熱鋁卷,確保散熱效率。此外,鋁卷在汽車中的應用還能提升車輛的碰撞安全性,其良好的吸能性能可在碰撞時吸收沖擊力,保護駕乘人員。隨著新能源汽車的發展,鋁卷的需求量進一步增加,用于電池外殼、電機外殼等部件,助力新能源汽車提升續航里程。鋁皮鋁卷生產商壓花鋁卷表面的花紋立體感強,裝飾效果好,常用于建筑內外墻、家具等裝飾。

在汽車等行業,為了預測鋁板在沖壓時是否會發生開裂,會使用成形極限圖(FLD)。它描述了不同應變路徑下材料的極限變形能力。結合計算機沖壓仿真軟件,工程師可以在模具制造前,在虛擬環境中模擬鋁卷的沖壓過程,預測缺陷、優化工藝參數和模具設計,縮短開發周期,降低成本。由于軋制過程中晶粒的定向排列(織構),鋁卷的性能在不同方向上會表現出差異,這就是各向異性。較典型的表現是制耳效應:在深沖杯形件時,杯口會出現四個或六個凸起的“耳朵”,造成材料浪費。通過調整工藝控制織構,可以小化各向異性,這對于易拉罐等深沖制品至關重要。
按厚度劃分,鋁卷可分為三大類。厚板通常指厚度大于6mm的鋁卷,主要用于航空航天、模具、船舶等結構件,要求承載高負荷。薄板是應用較廣的類別,厚度在0.2mm至6.0mm之間,涵蓋了從易拉罐體、汽車鈑金到建筑幕墻等絕大多數領域。箔材則是厚度小于0.2mm的極薄鋁卷,薄可達0.0045mm,主要用于包裝(如食品、藥品軟包裝)、電容器、絕熱材料等。不同厚度的鋁卷,其生產工藝、軋制力、板形控制難度和后續加工方式都有天壤之別,箔材軋制更是被譽為軋制工業“皇冠上的明珠”。鋁卷的重量計算通常以平方米重量乘以面積為準,方便企業進行成本核算和物料管理。
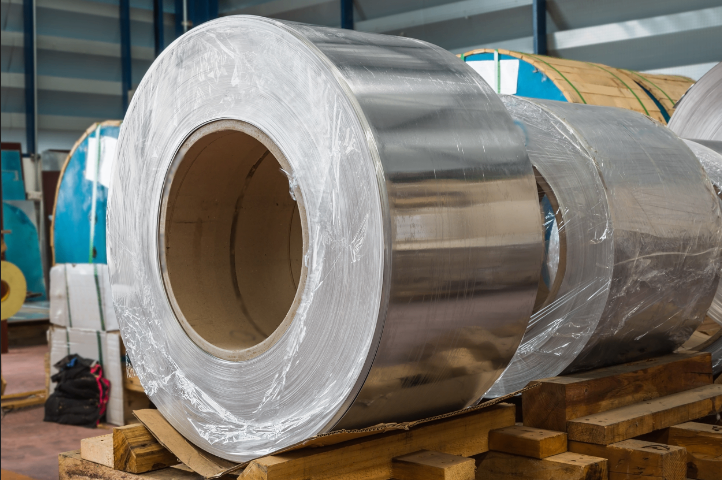
鋁卷是一種通過軋制工藝將鋁或鋁合金鑄錠加工成的卷狀材料。其基本形態是像一卷巨大的布匹或紙張,但材質是金屬。它通常纏繞在卷軸上,因此也被稱為卷鋁。鋁卷的尺寸范圍極廣,其寬度可以從幾十毫米到兩千毫米以上,厚度則可以從薄如蟬翼的零點幾毫米(箔材)到厚達十幾毫米(厚板)。卷的重量可達數噸甚至數十噸。這種形態使其在運輸、儲存和后續加工中具有極高的效率,可以連續開卷進行剪切、沖壓、成型等操作,是現代工業生產中不可或缺的基礎原材料。其主要優勢在于將金屬的強度、延展性與卷材的連續加工性完美結合,為下游制造業提供了極大的便利和靈活性。在包裝行業,鋁卷可加工成鋁箔,用于食品包裝、藥品包裝等,具有良好的阻隔性。河南鋁卷板
按照合金成分的不同,鋁卷可分為純鋁卷和鋁合金卷,適用于不同的應用場景。5754鋁卷一噸
鋁卷的生產是一個漫長而復雜的工業過程。它始于鋁土礦的開采,鋁土礦經過拜耳法提煉出氧化鋁(Al?O?),即 alumina。隨后,氧化鋁通過霍爾-埃魯特電解法在巨大的電解槽中被還原,生成液態的原鋁。這些原鋁被鑄造成巨大的鋁錠。鋁卷的生產則進入軋制階段:首先是通過熱軋,將加熱的鋁錠軋制成較厚的卷材,打破鑄造組織,提高塑性;然后是冷軋,在室溫下將熱軋卷進一步軋薄,以達到精確的厚度、優良的表面質量和更高的機械性能。整個過程涉及冶金、機械、自動化控制等多個領域的前列技術,是衡量一個國家鋁工業水平的重要標志。5754鋁卷一噸
- 5A02鋁管銷售電話 2025-12-09
- 保溫鋁卷代理品牌價格 2025-12-09
- 淮安鋁管銷售電話 2025-12-09
- 廣東3003鋁卷 2025-12-09
- 貴州花紋鋁卷 2025-12-09
- 6061鋁管廠家 2025-12-09
- 1060鋁管供應商 2025-12-09
- 遼寧鋁卷一噸 2025-12-09
- 湖北鋁管廠家批發價 2025-12-09
- 6063鋁管重量計算方式 2025-12-09
- 太倉不銹鋼彈簧絲應用行業 2025-12-09
- 天水鈦管多少錢 2025-12-09
- 蘇州特點金屬鋸床貨源充足 2025-12-09
- 江西705鋯鍛件 2025-12-09
- 北侖區選擇汽車配件銷售廠 2025-12-09
- 常州智能智能化拉絲機組銷售廠家 2025-12-09
- 崇明區不銹鋼卷產品 2025-12-09
- 安順127直徑通纜鉆桿 2025-12-09
- 江蘇特種鋼H型鋼型號 2025-12-09
- 武威TA11鈦絲的市場 2025-12-09