吉林票據紙分切機
換刀、調刀操作1、生產時必須保證刀片不影響產品質量,對于刀刃不好而導致卷邊、毛刺以及其它損傷而引起成品端面不良時,必須換刀。2、調刀時,應將刀槽內的鋁箔清理干凈,并盡量避開有塌邊等缺陷的刀槽作為下刀槽。3、每一刀片可以單獨調整在刀槽中的深度(經驗值約0.5mm)使刀刃正對下刀槽中部位置,并上緊固定刀片的螺栓。4、刀槽輥槽寬0.64mm,節距2mm,偶數寬度料都可獲得。卷材寬度由上刀刃的距離決定,精度由用于測量刀刃距離的尺子精度決定,寬度由分切后確定,超差再調整。5、刀片架適合于薄型雙刃刀片,可以有2個邊切,5個兩刀中切,對中切來說,可獲得4mm~50mm的抽條。6、所有的切邊刀調整好后,應緩慢放下刀架作進一步檢查,確認每一塊刀片都在刀槽中部位置,深度適中或用鋁箔做切條試驗,合格后拾起刀架。溫州勝鑰環保設備有限公司為您提供分切機設備。吉林票據紙分切機
分切機
分切機是在生產過程中根據不同需要,不同材料而對寬幅材料進行切邊、分切,復卷等的設備。分切機根據材料不同分為多種種類其中分切機主要用于將寬幅卷材分切成各種適合生產需要的窄幅卷材,分條工藝包括放卷料和收卷料兩個過程。放卷料和收卷料的張力控制是分條機的關鍵環節。本機是在原有電控系統的基礎上增加了自動對邊器控制,達到了理想的效果、提高了機器工作性能,使機器在高速運轉中更趨穩定,收卷平整,操作簡單方便,安全可靠,耐用性強。特種紙分切機價格分切機設備,就選溫州勝鑰環保設備有限公司,歡迎客戶來電!
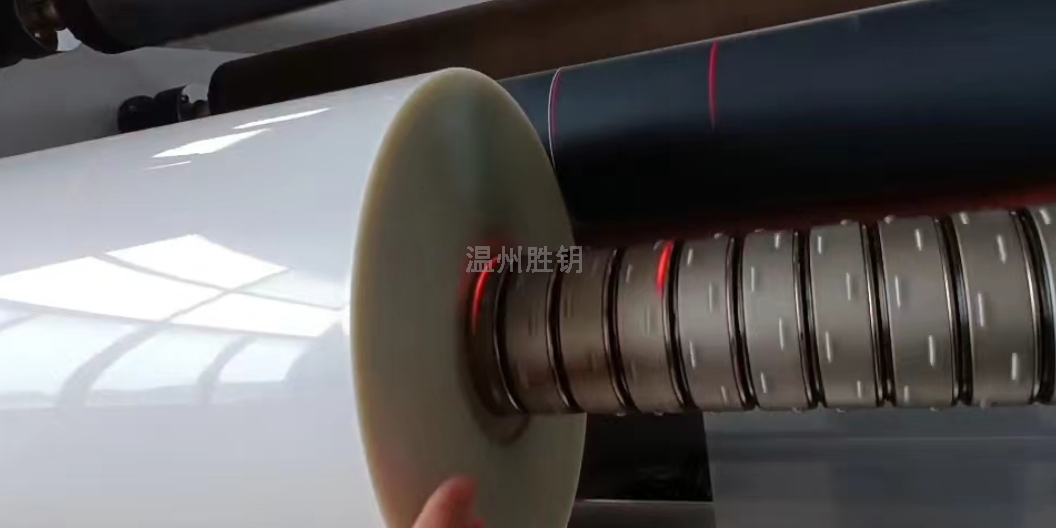
分切機的工藝流程放卷——張力控制——引出牽引——切刀分切(飛邊)——收卷操作規格要點:一:開機準備1、檢查電源、氣源是否正常。2、檢查傳動部位是否需要加注潤滑油、各部件有無松動。3、打開機器電源開關,對照生產排單領取所需要分切的產品。4、切好所需要的紙管。設定控制1、照分切計劃單安排的薄膜類型、厚度、長度、寬度等設置分切菜單。2、從PDF中提起相應的BOPP膜檔案。3、設定相應規格膜的收卷長度、寬度。4、選擇相應的收卷工位,調整好壓輥臂及壓輥,安裝好相應規格的紙芯。
分切機的傳統控制方案是利用一臺大電機來驅動收放卷的軸,在收放卷軸上加有磁粉離合器,通過調節磁粉離合器的電流來控制其所產生的阻力,以控制材料表面的張力。磁粉離合器及制動器是一種特殊的自動化執行元件,它是通過填充于工作間隙的磁粉傳遞扭矩,改變了磁電流就可以改變磁粉的磁性狀態,進而調節傳遞的扭矩。可用于從零開始到同步速度的無級調速,適用于高速段微調及中小功率的調速系統。還用于用調節電流的方法調節轉矩以保證卷繞過程中張力保持恒定的開卷或復卷張力控制系統。分切機,就選溫州勝鑰環保設備有限公司,讓您滿意,歡迎新老客戶來電!

常見問題的分析解決:(1)膜卷表面暴筋:開機時速度過低,管芯表面不一致,膜薄厚不均勻或膜中含有晶點、加進雜質,圖案設計造成。(2)端面翹起:由于切刀鈍化,在切口處產生拉伸現象,造成吸卷后膜卷邊緣向外翻翹的結果,刀具安裝不正確,卷取速度太快,卷取太緊時以產生,應適當調整。(3)端面喇叭狀:卷取張力太小,復合膜兩邊厚度差太大,薄膜表面滑爽性太好,適當提高卷取接觸壓力,卷取軸與接觸壓輥不平行,產品兩邊油墨量不均衡,應調整圖案設計。(4)膜卷端面鋸齒狀不平:膜卷太松,接觸壓力小,減少卷入空氣量,膜卷過緊,應減少收卷張力,調大錐度,加速或減速過于迅速,對平滑性好的材料應注意放緩加減速度。(5)膜卷急劇滑移:卷的太松、張力太小,卷的太緊、張力太大。(6)薄膜表面有劃痕:分切機導輥表面不清潔,被動導輥轉動不靈,導輥表面有劃痕,應修理或更換。(7)膜卷表面有硬塊狀凸起:收卷太緊(暴筋),卷進雜質,薄膜本身晶點過大造成。(8)卷材端面菊花狀:由于薄膜外層張力太大,是內層膜產生滑移,造成過緊應調整收卷錐度,使錐度值加大,以減少外層張力。溫州勝鑰環保設備有限公司是一家專業提供分切機設備的公司,有需求可以來電咨詢!中國香港無紡布分切機精切度高
溫州勝鑰環保設備有限公司為您提供分切機設備,有想法的不要錯過哦!吉林票據紙分切機
分切機的工作流程通常包括上料、送料、切割和收料等步驟。分切機是一種將長條材料垂直于其軸向切成所需長度的設備。它廣泛應用于金屬、塑料、紙張、織物、膠帶、電線等行業。其優點是高速、高效、準確,使得一些行業的生產效率得到了提高。分切機的切割部分主要由切割刀片、定位輪和導向系統組成。切割刀片通常采用硬質合金制成,較具耐用性能和切割質量。定位輪和導向系統的作用是確保材料的穩定性和精度,使得每一次切割都能達到高精度的要求。吉林票據紙分切機
- 重慶無紡布A4切紙機哪種好 2025-12-06
- 浙江數碼相紙PVCA4切紙機哪里好 2025-12-06
- 湖南布類A4切紙機 2025-12-06
- 寧夏鋁箔橫切機廠家 2025-12-05
- 甘肅膠帶分切機 2025-12-05
- 中國澳門銅版紙A4切紙機哪種好 2025-12-05
- 天津珍珠棉分切機 2025-12-05
- 貴州牛皮紙分切機供應商 2025-12-05
- 北京白卡紙A4切紙機價格 2025-12-05
- 江西雙膠紙A4切紙機什么價格 2025-12-05
- 宿遷節能仿威圖機柜 2025-12-06
- 陜西高速全自動錫膏印刷機 2025-12-06
- 太倉個性化鋁型材切割機費用 2025-12-06
- 大豐區購買齒輪批發商 2025-12-06
- 浙江軌道管管焊機批發廠家 2025-12-06
- 江蘇柔性力控機器人自動化打磨去毛刺工作站哪家便宜 2025-12-06
- 湖北設計電氣控制柜供應商 2025-12-06
- 小型柱塞馬達機械結構 2025-12-06
- 山東工程塑料氣動泵銷售價格 2025-12-06
- 湖南全自動制釘機廠家 2025-12-06