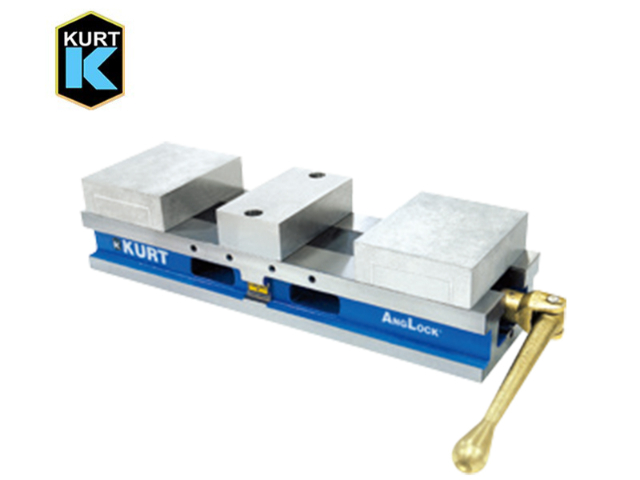
原裝KURT柯特八工位體鉗
KURT 柯特虎鉗在精度控制方面表現出色,這得益于其精密的制造工藝和嚴格的質量檢測流程。每一臺虎鉗在出廠前都要經過多道精度檢測工序,包括平面度、垂直度、平行度等關鍵指標的檢測,確保其各項精度指標都符合甚至超越行業標準。這種對精度的執著追求,使得 KURT 柯特虎鉗在精密模具加工、光學儀器制造等領域發揮著至關重要的作用。在這些行業中,哪怕是微小的加工誤差都可能導致產品報廢,而 KURT 柯特虎鉗能夠憑借其精度保障能力,為企業提供穩定可靠的加工條件,幫助企業生產出高的品質的產品,滿足市場對高精度產品的需求,從而提升企業在行業內的聲譽和競爭力。KURT柯特虎鉗,獨特的結構設計使其具備超級強夾持力,輕松應對各種規格工件的加工。原裝KURT柯特八工位體鉗
KURT柯特
在模具制造行業中,KURT 柯特虎鉗是不可或缺的關鍵設備。模具的加工精度要求極高,而 KURT 柯特虎鉗能夠憑借其精密的夾持和穩定的性能,確保模具在加工過程中的各個環節都能達到精確的尺寸和形狀要求。從模具的粗加工到精加工,KURT 柯特虎鉗都能提供可靠的夾持保障,有效減少了模具的加工誤差和廢品率。而且,其快速的裝夾功能還能提高模具的加工效率,縮短模具的生產周期,為企業贏得更多的市場機會。在模具制造這個競爭激烈的行業中,KURT 柯特虎鉗以其性能成為了企業提升競爭力的有力武器。原裝KURT柯特八工位體鉗選擇 KURT柯特虎鉗,享受質優的售前售后服務。專業團隊為您提供技術支持和解決方案,無后顧之憂。
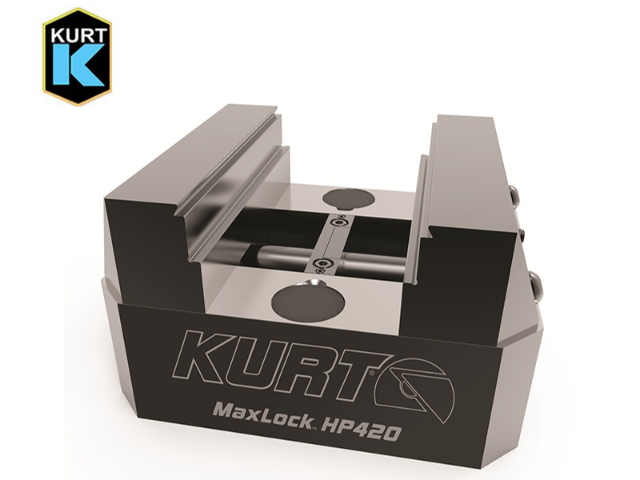
KURT柯特部件精度導軌與絲杠:導軌經硬化處理,絲杠采用高的強度材質,如部分型號使用高的強度 3/4 英寸直徑的絲杠,配合滾針軸承和止推軸承,傳動精確且穩定,保障了動鉗移動的精度和重復性。鉗口:例如 DoveLock® 燕尾鉗口,定鉗和動鉗配對加工,精度更高;專利設計的 Carvesmart 鉗口采用精密燕尾固定,保證了與螺釘緊固鉗口相同的重復精度,還提供多種質地、截面規格和寬度選項。整體性能重復夾緊精度高:如 3600 系列液壓虎鉗重復夾緊度為 0.013mm,自定心虎鉗 MaxLock® HP420、HP440 和 HP460 等型號的重復夾緊度也可達 ±0.013mm。工件定位精確:動鉗設計有一定的側面移動量,如 0.0762-0.127mm,便于裝夾平行度不佳的工件;部分虎鉗鉗中心線位置可調,便于對應機床工作臺;帶有預置定位銷的虎鉗,使工件定位及在側面受力時更穩定
柯特虎鉗的高精度優勢具體體現在以下方面:設計與制造工藝“角固”式設計:創“角固”即AngLock®設計,在每單位夾緊力時會同時產生半個單位的向下壓力,使工件更穩定,還能釋放各方向應力,避免鉗身變形。材料選擇與結構:采用550MPa球墨鑄鐵鉗身和動鉗,減振性能超過鋼兩倍以上,減少刀具接觸工件產生的振動對加工的影響;高體鉗身更穩定,防止變形。高精度加工與公差控制:定鉗與鉗身的垂直度控制在0.02286mm;鍵槽至定鉗的位置公差控制在0.01524mm。“拉緊”式鉗口設計:區別于“推緊”式,“拉緊”式夾緊力來于動鉗和定鉗,可減少鉗身的應力,夾緊精度更高。采用高的強度合金制造的 KURT柯特虎鉗,具有出色的剛性和韌性,確保在重負荷加工下依然保持良好狀態。
《KURT 虎鉗 DX150 單工位平口鉗高精密鋁加工 6 寸臺虎鉗五軸虎鉗》:提到 KURT 虎鉗 DX150 的 “角固” 設計在每單位夾緊力時會產生向下壓力使工件更穩定,并能釋放各方向應力避免鉗身變形;550MPa 球墨鑄鐵鉗身和動鉗設計可減少振動影響;定鉗與鉗身的垂直度、鍵槽至定鉗的位置公差控制精確;動鉗有一定側面移動量便于裝夾平行度不完美的工件;還有 “推緊” 式和 “拉緊” 式鉗身設計,夾緊力和重復度高,以及高體鉗身、碎屑保護板、鉗身大窗口等設計,方便裝夾、定位、清潔工件和防止碎屑進入等擁有 KURT柯特虎鉗,等于擁有可靠的加工伙伴。它能精確定位工件,有效減少加工誤差,提升產品合格率。原裝KURT柯特八工位體鉗
工業制造的得力幫手 ——KURT柯特虎鉗,其多樣化的型號和規格,滿足不同客戶的個性化加工需求。原裝KURT柯特八工位體鉗
汽車輪轂制造:一家專業生產汽車輪轂的工廠采用了柯特KURT的高精度單工位虎鉗。在輪轂的車削和磨削加工中,虎鉗的導軌面和鉗口經硬化處理,耐磨性較好,能夠承受長時間的高的強度加工。而且,柯特KURT虎鉗的高剛性設計確保了輪轂在加工過程中不會發生位移和振動,保證了輪轂的表面質量和尺寸精度。比如,在加工鋁合金輪轂時,柯特虎鉗能夠精確地夾緊輪轂坯料,經過一系列加工后,輪轂的圓度、平面度等指標都達到了很高的標準,滿足了汽車品牌對輪轂質量的嚴格要求。原裝KURT柯特八工位體鉗
- 無錫打樁錘碟形彈簧現貨 2025-12-06
- 中山硬管單組份膠槍公司 2025-12-06
- 汕頭耐用麻花鉆頭哪里買 2025-12-06
- 青海比較好的拋光液 2025-12-06
- 上海比較好的軸承大概價格多少 2025-12-06
- 徐州M10防松螺母可靠 2025-12-06
- 紹興高壓日東NITTOKOHKI快速接頭哪有賣 2025-12-06
- 江蘇團餐機構中央廚房工程費用 2025-12-06
- 江蘇伯樂焊材 2025-12-06
- 天津發黑環形彈簧 2025-12-06