山西折疊翅片機
兩個二級凹槽220的遠離一級凹槽210的一端延伸到換熱管遠離一級凹槽210的一方,該結構形成減縮型流道能換熱管后流體的回流區,降低因為邊界層分離形成漩渦產生的摩擦損失。本實施例中,所述一級凹槽210的另一端延伸至所述翅片本體100的一邊側,所述二級凹槽220的另一端延伸至所述翅片本體100的另一邊側。即煙氣流經翅片本體100時,部分的煙氣直接由一級凹槽210的另一端進入,然后直接從二級凹槽220的另一端流出翅片本體100。本實施例中,所述換熱流道還包括設置于所述翅片本體100上的拱形凸起230,所述拱形凸起230的凸起方向與所述一級凹槽210的下凹方向相同,如一級凹槽210、二級凹槽220設置于翅片本體100的底面,拱形凸起230則設置于翅片本體100的頂面,所述拱形凸起230沿所述一級凹槽210的延伸方向貫穿設置,所述拱形凸起230位于兩個所述二級凹槽220之間。兩個二級凹槽220之間的位置為換熱薄弱區,在換熱薄弱區的位置設置拱形凸起230,拱形凸起230形成一個擴口,流經翅片本體100的部分煙氣經過拱形凸起230,能夠增強局部區域速度場和溫度場的協同程度,從而實現低阻換熱。本實施例中,擴口的高度為3mm。在此結構設計下可使擴口的結構強度與換熱效果達到比較好。折疊翅片,就選常州三千科技,讓您滿意,期待您的光臨!山西折疊翅片機

通過推力氣缸帶動下斜鍥14來回移動。所述第二驅動裝置21與驅動裝置20采用相同的結構。除推力氣缸外,還可以采用其他的驅動源進行帶動,在此不再進行一一舉例。所述上子模板12的下方固定安裝有與橋片單元凸模10相適配的凹模板16,凹模板16上設置有與橋片單元凸模10配合成型橋片單元3的成型結構。所述第二上子模板13的下方固定安裝有與第二橋片單元凸模11相適配的第二凹模板17,第二凹模板17上設置有與第二橋片單元凸模11配合成型第二橋片單元4的成型結構。所述凹模板16內還設置有一組與橋片單元凸模10相適配的推塊22,所述上子模板12內設置有帶動推塊22上下移動的推板23,推板23與上子模板12間設置有將推板23向下推動的下壓彈簧24;所述第二凹模板17內還設置有一組與第二橋片單元凸模11相適配的第二推塊25,所述第二上子模板13內設置有帶動第二推塊25上下移動的第二推板26,第二推板26與第二上子模板13間設置有將第二推板26向下推動的第二下壓彈簧27。所述推板23和第二推板26上均設置有分別控制推板23和第二推板26下行行程的限位套28,所述上子模板12和第二上子模板13內分別設置有與限位套28配合的限位沉頭孔29,所述限位套28通過螺栓固定設置在推板23和第二推板26上。湖南凹凸單板折疊翅片報價折疊翅片,就選常州三千科技,用戶的信賴之選,有想法可以來我司咨詢!
所述螺紋桿的上端還貫穿有位于滑槽下方的隔板,所述隔板下方設有和螺紋桿相適配的螺母,所述螺紋桿的下方還焊接有連接柱,所述連接柱的下方安裝有沖壓頭。推薦的,所述連接柱和沖壓頭通過螺雙頭螺柱和緊固螺母進行連接。推薦的,所述螺紋桿的頂部開設有圓孔,所述螺紋桿的下方插接在圓孔內。推薦的,四個搭接板上搭接有待沖壓折疊散熱翅片,四個所述橡膠壓塊對應位于待沖壓折疊散熱翅片的四個邊角位置處。推薦的,所述沖壓頭的數量為若干個,且每個沖壓頭對應位于待沖壓折疊散熱翅片的凹槽上方。與現有技術相比,本實用新型的有益效果是:本散熱翅片的沖壓裝置,把待沖壓折疊散熱翅片搭接在四個搭接板之間,再啟動氣缸帶動其伸縮桿伸長,利用四個橡膠壓塊來緊壓待沖壓折疊散熱翅片,之后再啟動第二氣缸帶動其伸縮桿伸長,利用沖壓頭對待沖壓折疊散熱翅片進行沖壓工作即可。本實用新型在沖壓前,可根據待沖壓折疊散熱翅片的槽寬來調節各沖壓頭之間距離,使沖壓頭正好位于待沖壓折疊散熱翅片凹槽位置處的正上方,具體調節方法,通過旋松螺母,利用滑塊在滑槽內滑動即可,當位置調節好后再鎖緊螺母。本實用新型也可根據待沖壓折疊散熱翅片上凹槽位置處待沖孔直徑的大小。
將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為消除鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價昂貴,故常用另一種方法,即將纏好鋼帶的管子放進鋅液槽內進行整體熱鍍鋅來替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因為受到鍍鋅層厚度的限制(鍍鋅層厚時,鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內,所以,翅片與鋼管的結合率仍不高。另外,鋅的傳熱系數比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預熱器(回收鍋爐煙氣余熱)。高頻焊螺旋翅片高頻高頻焊螺旋翅片管是應用為的螺旋翅片管之一,現應用于電力、冶金、水泥行業的余熱回收以及石油化工等行業。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、釬焊。常州三千科技是一家專業提供折疊翅片的公司,期待您的光臨!
本實施例中,所述一級凹槽210的寬度為n,任意相鄰的兩個所述開孔200之間的距離為n,m為n的比值為,在該比例的設定下達到比較好的換熱效果。本實施例中,所述二級凹槽220的寬度為l,所述l與m的比值為。二級凹槽220的寬度比一級凹槽210的寬度要小,并依照該比例設計,以保證結構強度。本實施例中,所述一級凹槽210的另一端與連接于所述一級凹槽210的所述二級凹槽220的另一端的距離為10mm。即煙氣從一級凹槽210進入至分叉點的距離要為10mm,充分利用一級凹槽210的強化換熱效果,在換熱效果減弱之后進入二級凹槽220使速度重新分配,再次強化換熱。上面結合附圖對本實用新型實施例作了詳細說明,但是本實用新型不限于上述實施例,在所述技術領域普通技術人員所具備的知識范圍內,還可以在不脫離本發明宗旨的前提下作出各種變化。折疊翅片,就選常州三千科技,讓您滿意,有想法可以來我司咨詢!江蘇新能源汽車折疊翅片維修
常州三千科技致力于提供折疊翅片,有想法的不要錯過哦!山西折疊翅片機
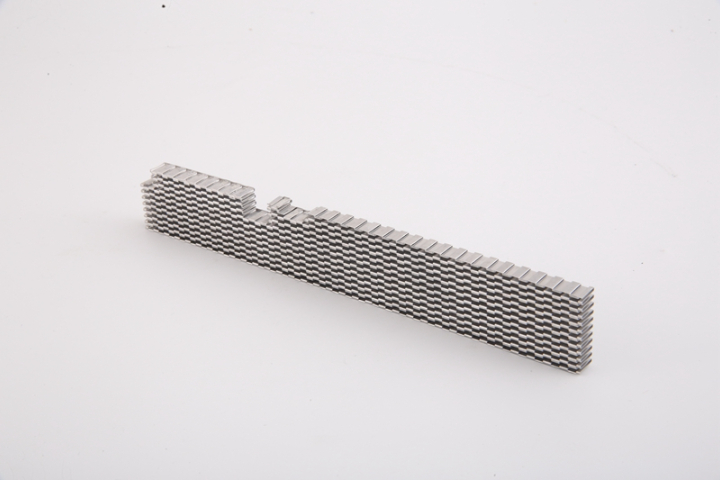
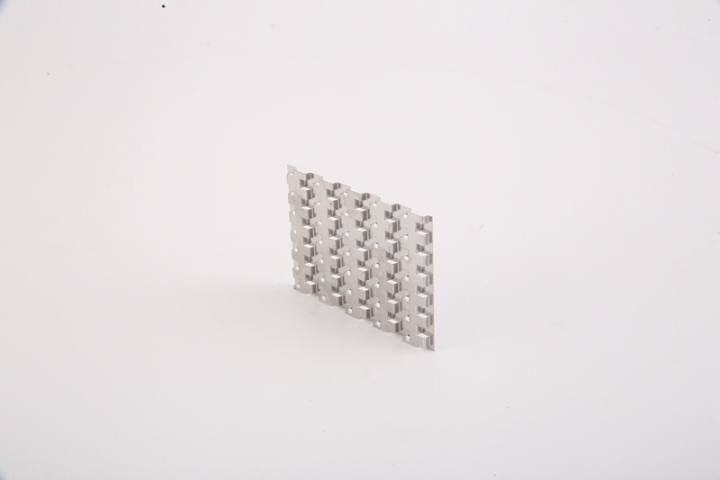
所述雙橋翅片結構在第二橋片單元4與脹桿安裝孔2之間進行切斷形成單個翅片結構。所述橋片單元3包括一組長度不一的異形橋片301,該組異形橋片301的兩端為與脹桿安裝孔2相適配的弧形結構且與脹桿安裝孔2的距離相同,從而使異形橋片301的末端環抱在脹桿安裝孔2的四周,提高散熱的性能。所述第二橋片單元4包括并排布置且長度一致的長條形橋片401。當在第二橋片單元4與脹桿安裝孔2之間進行切斷時,不會切到長條形橋片401,從而保證翅片在切斷時不會變形,切斷位置如圖2所示切斷線101位置。為提高散熱性能,相鄰兩列所述翅片單元1錯位排列,該結構也使得翅片的切割線為垂直于翅片長度方向的直線,使所述單個翅片結構的兩端面垂直于翅片單元1的長度方向從而得到一組長方形的翅片結構。一種雙橋翅片模具結構,如圖3至6所示,用于加工成型上述雙橋翅片結構。該模具結構包括上模板5和下模板6,所述上模板5上并排設置有上斜鍥7和第二上斜鍥8,上斜鍥7和第二上斜鍥8垂直于翅片輸送方向設置。所述下模板6上固定安裝有下子模板9,下子模板9上沿翅片輸送方向并排固定安裝有一組橋片單元凸模10和一組第二橋片單元凸模11;該組橋片單元凸模10在翅片輸送的垂直方向上錯位排列。山西折疊翅片機
- 浙江軌道交通折疊翅片設計 2025-12-06
- 山西凹凸單板折疊翅片加工 2025-12-06
- 河南水冷板折疊翅片設計 2025-12-06
- 福建軌道交通折疊翅片加工 2025-12-06
- 內蒙古IGBT模塊折疊翅片廠家 2025-12-06
- 江西不銹鋼折疊翅片設計 2025-12-06
- 河北半導體折疊翅片定制 2025-12-06
- 遼寧IGBT模塊折疊翅片定制 2025-12-06
- 廣西IGBT模塊折疊翅片 2025-12-06
- 湖北銅鋁合金折疊翅片 2025-12-06
- 廣東龐巴迪無線電調減震質保期多久 2025-12-06
- 檢測潤滑油性能 2025-12-06
- 徐匯區定制智能座艙模型產品介紹 2025-12-06
- 昆山安裝逆向工程上門服務 2025-12-06
- 寧夏醫療設備移動控制剎車線推薦廠家 2025-12-06
- 徐匯區定制智能座艙模型哪里買 2025-12-06
- 石家莊車載視頻行駛記錄系統批發 2025-12-06
- 青浦區室內裝修材料檢測牌子 2025-12-06
- 上海新型車燈電子驅動供應商 2025-12-06
- 長效型氟素脂適用設備 2025-12-06