-
實(shí)行外貿(mào)管理系統(tǒng)的注意事項(xiàng)
-
實(shí)行外貿(mào)管理系統(tǒng)的注意事項(xiàng)
-
實(shí)行外貿(mào)管理系統(tǒng)的注意事項(xiàng)
-
實(shí)行外貿(mào)管理系統(tǒng)的注意事項(xiàng)
-
實(shí)行外貿(mào)管理系統(tǒng)的注意事項(xiàng)
-
實(shí)行外貿(mào)管理系統(tǒng)的注意事項(xiàng)
-
實(shí)行外貿(mào)管理系統(tǒng)的注意事項(xiàng)
-
實(shí)行外貿(mào)管理系統(tǒng)的注意事項(xiàng)
-
鯨躍慧云榮膺賽迪網(wǎng)“2024外貿(mào)數(shù)字化創(chuàng)新產(chǎn)品”獎(jiǎng)
張家港購買自動(dòng)化缺陷檢測設(shè)備設(shè)備廠家
圖像分析模塊:運(yùn)行閾值分割、形態(tài)學(xué)處理算法 [2-3]2024年實(shí)用新型專利顯示,先進(jìn)系統(tǒng)可集成分揀模塊實(shí)現(xiàn)自動(dòng)化品質(zhì)分級(jí),檢測流程耗時(shí)較人工檢測縮短90% [2]。檢測算法分為三類技術(shù)路線:傳統(tǒng)圖像處理:采用全局/局部閾值分割進(jìn)行像素分類,配合邊緣檢測算法提取缺陷輪廓深度學(xué)習(xí)模型:基于卷積神經(jīng)網(wǎng)絡(luò)的特征提取技術(shù),適用于復(fù)雜背景缺陷檢測混合模型:結(jié)合傳統(tǒng)算法預(yù)處理與深度學(xué)習(xí)分類,提升微小缺陷識(shí)別率2025年顯示屏缺陷檢測**顯示,blob分析與幾何位置匹配算法可將重復(fù)缺陷檢出率提升至99.7%。片式器件必須優(yōu)先于圓柱形器件。張家港購買自動(dòng)化缺陷檢測設(shè)備設(shè)備廠家
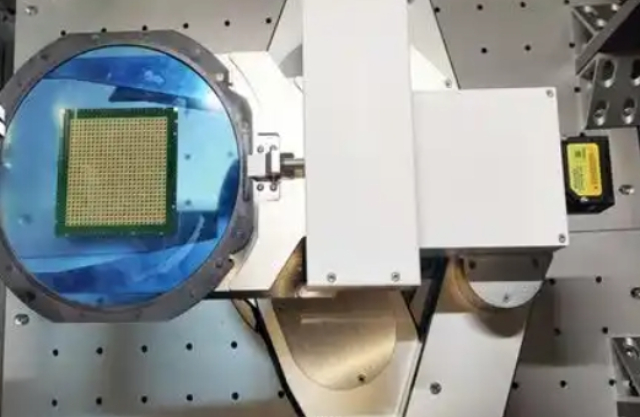
缺陷檢測基于光學(xué)成像與圖像處理技術(shù),通過特殊光源組合突出表面缺陷特征:暗場打光捕捉劃傷、油墨黑點(diǎn)等平面缺陷,明場打光檢測凹凸點(diǎn)、橘紋等立體缺陷,透光打光用于砂眼、崩邊等透光缺陷的輪廓定位 [1] [3]。檢測系統(tǒng)配置顯微鏡級(jí)物像放大器與**照明光源,采用線掃相機(jī)逐行拍攝技術(shù)實(shí)現(xiàn)高速采集 [2]。典型檢測系統(tǒng)包含以下**組件:基座與支架:提供機(jī)械支撐與運(yùn)動(dòng)機(jī)構(gòu)夾緊裝置:實(shí)現(xiàn)檢測物品的精確定位驅(qū)動(dòng)機(jī)構(gòu):控制檢測區(qū)域移動(dòng)與翻轉(zhuǎn)多光譜攝像頭:搭載可調(diào)式光學(xué)鏡頭組吳中區(qū)一體化自動(dòng)化缺陷檢測設(shè)備哪里買AOI的中文全稱是自動(dòng)光學(xué)檢測,是基于光學(xué)原理來對(duì)焊接生產(chǎn)中遇到的常見缺陷進(jìn)行檢測的設(shè)備。

由于工藝波動(dòng)和器件邊緣的阻擋作 用,導(dǎo)致不能完全形成一個(gè)完整的上半月型焊點(diǎn)。盡管沒有 形成一個(gè)上半月型的焊點(diǎn),但也可以被認(rèn)為焊接得很好。 “鷗翼”型引腳焊錫的側(cè)面爬升情況由于器件變化或 焊盤設(shè)計(jì)的原因,并不是經(jīng)常能夠被檢查出來,這是由于 焊錫的爬升方向必須用同引腳方向垂直的角度去檢查。假 如爬升很小,必須從其他角度來檢查,而只有通過這樣的輔助檢查,才能提供豐富的圖像信息去評(píng)估焊點(diǎn)的好壞。? 斜角檢測:PLCCs型器件
刷錫后貼片前:橋接-移位-無錫-錫不足貼片后回流焊前:移位,漏料、極性、歪斜、腳彎、錯(cuò)件回流焊或波峰焊后:少錫/多錫、無錫短接 錫球 漏料-極性-移位腳彎錯(cuò)件PCB行業(yè)裸板檢測(1)高速檢測系統(tǒng)與PCB板貼裝密度無關(guān)(2)快速便捷的編程系統(tǒng)圖形界面下進(jìn)行運(yùn)用帖裝數(shù)據(jù)自動(dòng)進(jìn)行數(shù)據(jù)檢測運(yùn)用元件數(shù)據(jù)庫進(jìn)行檢測數(shù)據(jù)的快速編輯(3)運(yùn)用豐富的**多功能檢測算法和二元或灰度水平光學(xué)成像處理技術(shù)進(jìn)行檢測(4)根據(jù)被檢測元件位置的瞬間變化進(jìn)行檢測窗口的自動(dòng)化校正,達(dá)到高精度檢測(5)通過用墨水直接標(biāo)記于PCB板上或在操作顯示器上用圖形錯(cuò)誤表示來進(jìn)行檢測電的核對(duì)這個(gè)階段的定量過程控制數(shù)據(jù)包括,印刷偏移和焊錫量信息,而有關(guān)印刷焊錫的定性信息也會(huì)產(chǎn)生。

例如,根據(jù)回波信號(hào)的特點(diǎn)和探傷現(xiàn)場的干擾狀況,選擇不同的濾波器結(jié)構(gòu)、參數(shù)和不同的實(shí)時(shí)報(bào)警策略,這充分體現(xiàn)了虛擬儀器的優(yōu)點(diǎn)。 [2]高速A /D 及數(shù)字檢波技術(shù)超聲波缺陷信號(hào)時(shí)基時(shí)間寬度一般為0. 6~2. 0μs,上升測時(shí)間為10~ 40ns ,為了達(dá)到不失真采樣,對(duì)5M Hz工作頻率的超聲波探頭,至少需要40~60M Hz的采樣速度。傳統(tǒng)的數(shù)字化探傷設(shè)備,由于A /D采樣速度的限制,采樣前需要模擬包絡(luò)檢波。這導(dǎo)致了超聲波缺陷回波的細(xì)節(jié)失真,降低了對(duì)缺陷的分辨力。另外,由于全波或半波檢波,導(dǎo)致高增益時(shí)出現(xiàn)基線抬高的問題,影響了系統(tǒng)性能指標(biāo)。在ICT上,相對(duì)這些情況的缺陷概率直接與情況的嚴(yán)重性成比例。昆山直銷自動(dòng)化缺陷檢測設(shè)備維修電話
通過使用AOI作為減少缺陷的工具,在裝配工藝過程的早期查找和消除錯(cuò)誤,以實(shí)現(xiàn)良好的過程控制。張家港購買自動(dòng)化缺陷檢測設(shè)備設(shè)備廠家
自動(dòng)探傷系統(tǒng)是利用超聲波探傷技術(shù),滿足用戶對(duì)探傷的實(shí)時(shí)性要求,并實(shí)現(xiàn)實(shí)時(shí)報(bào)警、 缺陷定位和當(dāng)量計(jì)算的探測系統(tǒng)。超聲波探傷技術(shù)在無損檢測領(lǐng)域中占有極其重要的地位。 近年來, 計(jì)算機(jī)軟硬件技術(shù)、 高速數(shù)字信號(hào)處理技術(shù)、 虛擬儀器技術(shù)的發(fā)展, 使無損檢測技術(shù)在數(shù)據(jù)處理手段、 儀器檢測性能、 設(shè)備系統(tǒng)化和智能化程度方面取得了巨大進(jìn)步。 [1] 目前已經(jīng)誕生了多種數(shù)字化便攜式探傷儀 , 然而自動(dòng)化超聲波探傷系統(tǒng)仍以多通道模擬方式為主自動(dòng)探傷系統(tǒng)中,基于嵌入式DSP 子系統(tǒng)可以滿足用戶對(duì)探傷的實(shí)時(shí)性要求, 實(shí)現(xiàn)實(shí)時(shí)報(bào)警、 缺陷定位和當(dāng)量計(jì)算; 另一方面, 利用PC 機(jī)強(qiáng)大的處理能力和豐富的資源, 完成對(duì)缺陷回波信號(hào)的后續(xù)處理。 [2]張家港購買自動(dòng)化缺陷檢測設(shè)備設(shè)備廠家
蘇州邁斯納科技有限公司在同行業(yè)領(lǐng)域中,一直處在一個(gè)不斷銳意進(jìn)取,不斷制造創(chuàng)新的市場高度,多年以來致力于發(fā)展富有創(chuàng)新價(jià)值理念的產(chǎn)品標(biāo)準(zhǔn),在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的商業(yè)口碑,成績讓我們喜悅,但不會(huì)讓我們止步,殘酷的市場磨煉了我們堅(jiān)強(qiáng)不屈的意志,和諧溫馨的工作環(huán)境,富有營養(yǎng)的公司土壤滋養(yǎng)著我們不斷開拓創(chuàng)新,勇于進(jìn)取的無限潛力,邁斯納供應(yīng)攜手大家一起走向共同輝煌的未來,回首過去,我們不會(huì)因?yàn)槿〉昧艘稽c(diǎn)點(diǎn)成績而沾沾自喜,相反的是面對(duì)競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰(zhàn)的準(zhǔn)備,要不畏困難,激流勇進(jìn),以一個(gè)更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 姑蘇區(qū)附近自動(dòng)化拋光打磨設(shè)備批量定制 2025-12-08
- 張家港整套自動(dòng)化拋光打磨設(shè)備設(shè)備廠家 2025-12-08
- 相城區(qū)直銷自動(dòng)化缺陷檢測設(shè)備銷售廠 2025-12-08
- 吳中區(qū)附近自動(dòng)化缺陷檢測設(shè)備規(guī)格尺寸 2025-12-08
- 蘇州購買激光加工設(shè)備批量定制 2025-12-08
- 高新區(qū)銷售自動(dòng)化缺陷檢測設(shè)備維修電話 2025-12-08
- 張家港國內(nèi)自動(dòng)化缺陷檢測設(shè)備銷售廠 2025-12-08
- 吳中區(qū)銷售激光加工設(shè)備銷售電話 2025-12-08
- 昆山直銷自動(dòng)化組裝設(shè)備哪里買 2025-12-08
- 虎丘區(qū)通用激光加工設(shè)備銷售廠 2025-12-08
- 四川純凈水設(shè)備生產(chǎn)廠家 2025-12-08
- 上海瓶裝線哪里有賣 2025-12-08
- 合肥節(jié)能臥式加工中心 2025-12-08
- 重慶正規(guī)力控系統(tǒng) 2025-12-08
- 智能餅干夾心機(jī)可調(diào)餅干寬度 2025-12-08
- 學(xué)校實(shí)驗(yàn)室吊柜廠家 2025-12-08
- 青海點(diǎn)型四合一氣體檢測儀按需設(shè)計(jì) 2025-12-08
- 西南J1772放電槍安裝 2025-12-08
- 江西螺桿型空氣壓縮機(jī) 2025-12-08
- 湖南微型絲桿滑臺(tái)生產(chǎn)廠家 2025-12-08